Prezentacija za lekciju "vrste zavarivanja" prezentacija za lekciju na tu temu. Prezentacija "Moja profesija je zavarivač" Preuzmite slajd na temu zavarivanja
Kako biste koristili preglede prezentacije, stvorite Google račun i prijavite se na njega: https://accounts.google.com
Naslovi slajdova:
TEHNOLOGIJA LUČNOG ZAVARIVANJA OBOJENIH METALA (LEGURA)
Glavne značajke (teškoće) zavarivanja ovih metala (legura) BAKAR I NJEGOVE LEGURE 1- Lako stvaranje oksida u rastaljenom stanju; 2 – Sklonost stvaranju gorućih pukotina i mikropukotina (strah vodika od bakra); 3 - Povećana fluidnost; 4 – Sklonost rastu zrna; 5 – Potreba za predgrijavanjem. Glavne vrste zavarivanja 1. Obložena elektroda od bakra (legure mjedi, bronca); 2. Ugljična elektroda sa žicom za punjenje i topilom; 3. Ručno zavarivanje argonom i plazmom.
Glavne značajke (poteškoće) zavarivanja ovih metala (legura) ALUMINIJ I NJEGOVE LEGURE 1- Stvaranje vatrostalnog i teškog oksida; 2- Sklonost stvaranju vrućih pukotina; 3- Sklonost povećanju poroznosti, posebno AMG legure; 4- Nema vidljive zavarene kupke tijekom plinskog zavarivanja. Glavne vrste zavarivanja 1. Obložena elektroda od aluminija (legura); 2. Ugljična elektroda sa žicom za punjenje i topilom; 3. Ručno zavarivanje argonom i plazmom.
Glavne značajke (poteškoće) zavarivanja ovih metala (legura) MAGNEZIJ I NJEGOVE LEGURE 1- Stvaranje vatrostalnog oksida; 2- Stvaranje krupnozrnate strukture; 3- Pojava pora i pukotina. Glavne vrste zavarivanja 1. Ugljična elektroda sa žicom za punjenje i praškom; 2. Ručno zavarivanje argonom i plazmom.
Glavne značajke (poteškoće) zavarivanja ovih metala (legura) TITAN I NJEGOVE LEGURE 1- Intenzivna apsorpcija štetnih plinova - kisika, vodika i dušika (legure titana postojane na toplinu ne gube svojstva pri zagrijavanju na 500...600); 2- naglo smanjenje plastičnih svojstava zbog prodiranja štetnih plinova u metal; 3- Stvaranje krupnozrnate strukture; 4- Mogućnost hladnih pukotina. Glavne vrste zavarivanja 1. Ručno zavarivanje argonom i plazma zavarivanje.
SVI OBOJENI KOVINI I LEGURE ZAHTJEVAJU VISOKU KULTURU PROIZVODNJE
Područja čišćenja i odmašćivanja Zagrijavanje bakrenih dijelova na 150...250 o C Kovanje šavova nakon zavarivanja
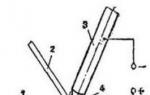
Shema argonolučnog zavarivanja proizvoda 1. Volfram 2. Mlaznica za argon 3. Mlaznica za dušik Dovod zaštitnih plinova u zonu zavarivanja 1. Bočno 2. Centralno s jednim koncentričnim tokom. 3. Centralni s dva koncentrična toka.
Shema zavarivanja proizvoda argonskim lukom pomoću uređaja s povremenim ključem
Shema zavarivanja proizvoda argonskim lukom pomoću uređaja kontinuiranog tipa stezaljki
Shema zaštite prednje i stražnje strane šava (korijena zavara) kod zavarivanja 1. Sučeoni spojevi 2. T-spojevi 3. Kod zavarivanja cjevovoda 4. Za zaštitu unutarnje (stražnje) strane cjevovoda
Shema zavarivanja titana u komorama i kutijama s kontroliranom okolinom 1. Komora (kutija)4 2. Zaštitno staklo; 3. Gumene rukavice; 4. Izvor struje luka (ravni polaritet); 5. Uzemljenje kamere; 6. Proizvod za zavarivanje; 7, plamenik za elektrolučno zavarivanje; 8, cjevovod za dovod argona; 9. Cjevovod za ispumpavanje zraka iz komore.
O temi: metodološki razvoj, prezentacije i bilješke
Program stručnog modula "Zavarivanje i rezanje dijelova od raznih čelika, obojenih metala i njihovih legura, lijevanog željeza u svim prostornim položajima."
Program stručnog modula "Zavarivanje i rezanje dijelova od raznih čelika, obojenih metala i njihovih legura, lijevanog željeza u svim prostornim položajima" NPO po zanimanju 150709.02 Zavarivač (elektro...
Program osposobljavanja za stručni modul „Zavarivanje i rezanje dijelova od raznih čelika, obojenih metala i njihovih legura, lijevanog željeza u svim prostornim položajima“.
Program osposobljavanja za stručni modul "Zavarivanje i rezanje dijelova od raznih čelika, obojenih metala i njihovih legura, lijevanog željeza u svim prostornim položajima" NPO po struci 150709.02 ...
Sadržaj nastavne prakse stručnog modula "Zavarivanje i rezanje dijelova od raznih čelika, obojenih metala i njihovih legura, lijevanog željeza u svim prostornim položajima"
Evaluacijski list za stručni modul PM 02. ZAVARIVANJE I REZANJE DIJELOVA OD RAZNIH ČELIKA, OBOJENIH METALA I NJIHOVIH LEGURA, LIJEVOVANOG ŽELJEZA U SVIM PROSTORNIM POLOŽAJIMA
Evaluacijski list za stručni modul PM 02. ZAVARIVANJE I REZANJE DIJELOVA OD RAZNIH ČELIKA, OBOJENIH METALA I NJIHOVIH LEGURA, LIJEVANOG ŽELJEZA U SVIM PROSTORNIM POLOŽAJIMA...
1. Zavarivanje
Zavarivanje je postupak stvaranja trajnih veza stvaranjem međuatomskih veza između dijelova koji se spajaju tijekom njihovog općeg ili lokalnog zagrijavanja, plastične deformacije, kao i zajedničkog djelovanja oba.
Zavarivanje metala – postupak dobivanja trajnih veza metalnih proizvoda djelovanjem sila međuatomskog međuatomskog djelovanja.
Zavarivanjem se spajaju jednolični i raznorodni metali i legure, metali i nemetali (keramika, grafit, staklo i dr.), u izradi proizvoda od plastike, stijena, smola i dr.
A.V. Šiškin |
2. Metode zavarivanja
Po stanje metala: taljenje, pritisak.
Prema vrsti energije: električna, kemijska, mehanička, radijacija.
Električni: luk, kontakt, elektrotroska, indukcija, plazma.
Kemijski (koristi se toplina kemijskih reakcija): plin, termit.
Mehanički: kovanje (kovanje), hladni pritisak, trenje, eksplozija, ultrazvuk.
Zraka: elektronska zraka, laser, heliowelding (solarna zraka).
A.V. Šiškin |

3. Elektrolučno zavarivanje
3.1. Benardosova metoda
1 - metal za zavarivanje;
2 - žica za punjenje;
3 - ugljična elektroda;
4 - električni luk;
5 - bazen za zavarivanje
DC luk.
Dodatni metal 2 nije uključen u krug zavarivanja.
Kada se polaritet promijeni, ugljični luk postaje nestabilan i dolazi do karburizacije metala.
Primjenjivo:
– kod ispravljanja nedostataka u odljevcima od lijevanog željeza i bronce;
– kod navarivanja habajućih dijelova tvrdim legurama u prahu.
Koristite ugljene ili grafitne elektrode promjera 6–30 mm i 200–300 mm duge. U inertnoj atmosferi zavarivanje se izvodi volframovim elektrodama promjera 1–6 mm.

3.3. Zavarivanje trofaznim lukom
Koristi se posebna elektroda koja se sastoji od dvije električno izolirane šipke obložene zajedničkim premazom. Jedna faza se dovodi na svaku šipku, a treća na dio.
Luk se pobuđuje između svake elektrode i proizvoda i između elektroda - tri luka.
Povećava se stabilnost izgaranja luka, poboljšava se stupanj iskorištenja topline luka i može se smanjiti napon praznog hoda.
Koristi se prvenstveno za automatsko zavarivanje debelog metala.
A.V. Šiškin |

3.4. Metode elektrolučnog zavarivanja
A.V. Šiškin |

3.5. Svojstva luka
Stup luka okružen je aureolom vrućih para elektrode i zavarenih metala i produkata reakcije tih para s okolnim plinovitim medijem.
Statička strujno-naponska karakteristika luka ima tri područja: padajuće (niska stabilnost), tvrdo (najčešće korišteno) i rastuće (automatsko zavarivanje pod praškom, u zaštitnim plinovima).
Stabilna točka za održavanje luka je točka A, a povećanje strmosti "poniranja" u karakteristikama transformatora za zavarivanje dovodi do još veće stabilizacije luka.
Toplina luka se troši: 50% na zagrijavanje proizvoda, 30% na zagrijavanje elektrode, 20% na gubitke.
Toplina luka se oslobađa na anodi - 42-43%, katoda - 36-38%, u stupcu luka - 20-21%.
A.V. Šiškin |
3.6. Elektrode za elektrolučno zavarivanje
Potrošne elektrode koje se koriste u elektrolučnom zavarivanju su metalne šipke određenih veličina i kemijskog sastava koje služe i kao vodič električne struje i kao dodatni metal. Obloženi su za zaštitu zone zavarivanja od atmosferskog zraka, deoksidacije i legiranja nataloženog metala, kao i za stabilizaciju lučnog pražnjenja.
Sastav elektrodnih premaza treba uključivati sljedeće materijale:
Za stvaranje troske za stvaranje pokrova troske koji štiti rastaljeni metal od atmosferskog zraka. Troske nastale taljenjem ovih materijala medij su u kojem se odvijaju metalurški procesi, a ujedno i sami aktivno sudjeluju u njima. Najčešće korišteni materijali koji stvaraju trosku su: ruda mangana (MnO), hematit (Fe2 O3), granit (SiO2 +...), mramor (CaCO3), kvarc
(SiO2), rutil (TiO2) itd. Da bi troska bila tekuća, mora sadržavati topilice (fluksove),
osiguravajući optimalnu vrijednost viskoznosti troske u određenom temperaturnom području. Kratke (bazične) troske s potrebnom temperaturom omekšavanja i područjem taljenja nastaju uvođenjem fluorita (CaF2), ruda koje sadrže titan, glinenca itd. u prevlaku elektrode.
Sredstva za stvaranje plina za stvaranje plinske zaštite zone zavarivanja od atmosferskog zraka, na primjer, organske tvari (škrob, dekstrin, celuloza itd.), Minerali koji disociraju kada se zagrijavaju u plinove (mramor, magnezit itd.).
Sredstva za deoksidaciju - ferosilicij, ferotitan, feromangan, rjeđe - feroaluminij. Za difuzijsku deoksidaciju, sastav prevlake je odabran na takav način da se željezni oksid koji ulazi u trosku veže u njoj u silikate ili titanite i time pridonosi kontinuiranom prijelazu FeO iz metala u trosku.
Legirna sredstva su ferolegura, ponekad i čisti metali.
Stabilizirajući sadrže elemente s niskim ionizacijskim potencijalom (Ca, K, Na itd.) i smanjuju učinkoviti ionizacijski potencijal. Materijali za stabilizaciju su kreda, mramor, potaša, feldspat itd.
Cementni premazi za lijepljenje (tekuće staklo).
Dodaci za oblikovanje daju masi za oblaganje bolja pokrivna svojstva (bentonit, ponekad kaolin, dekstrin i dr.).
A.V. Šiškin |

3.7. Zavarivanje u zaštiti plina
Za zaštitu rastaljenog metala od oksidirajućeg djelovanja zraka (O 2, N2) kontinuirana struja zaštitnog plina dovodi se kroz mlaznicu plamenika: inertnog (Ar, He) ili aktivnog (CO2, H2, N2, para H2 O, Ar+O2, Ar+N2, CO2 +O2).
Tig zavarivanje izvodi se potrošnom (obično W + žica za punjenje) i potrošnom elektrodom (automatska ili poluautomatska metoda).
Poluautomatsko zavarivanje ugljičnim dioksidom ima visoku produktivnost i nisku cijenu. CO 2 CO + O. Za neutralizaciju se koristi žica za zavarivanje s visokim sadržajem Mn i Si.
1 – elektroda; 2 – usnik; 3 – zaštitni plin; 4 – električni luk; 5 – nataloženi metal; 6 – detalj
A.V. Šiškin |
Slajd 2
Postoji takva profesija - "Zavarivač"
Jedan od jedinstvenih načina spajanja materijala je zavarivanje.
Slajd 3
- Zavarivač je odgovorno, virtuozno zanimanje!
- Trajnost i stabilnost građevinskih konstrukcija, rad i vijek trajanja različite opreme ovise o kvaliteti rada zavarivača.
Slajd 4
Ovo je najbolja profesija
- Zavarivača karakterizira ustrajnost, spretnost i gipkost pokreta ruku, nogu i cijelog tijela.
- Zavarivanje je temeljni dio procesa stvaranja mnogih stvari koje vidimo u svakodnevnom životu, uključujući automobile, zgrade, mostove i još mnogo toga.
- U uvjetima općeg nedostatka radnog kadra, zanimanje zavarivača je od posebnog značaja: zavarivanje je potrebno u gotovo svakoj proizvodnji
- Zavarivanje - obično se koristi za spajanje metala, njihovih legura ili termoplasta, kao i u medicini.
- Jako je malo mladih majstora. Zato su plaće zavarivača visoke.
Slajd 5
Specijalizacije
- plinski zavarivač
- operater aparata za automatsko zavarivanje
- aparat za ručno zavarivanje
Slajd 6
Prednosti profesije
- Prestiž i velika potražnja na tržištu rada, kako u javnom sektoru gospodarstva tako iu privatnom sektoru.
- Mladi stručnjaci koji su tek završili fakultet neće morati dugo tražiti posao – ono ga samo pronalazi.
- Bez iskustva, zavarivače rado zapošljavaju stambene i komunalne službe, privatne organizacije i uslužne djelatnosti.
- Stjecanjem iskustva povjeravaju im se odgovorniji poslovi i poslovi u industriji, na gradilištima, a sukladno tome im se povećavaju i plaće.
Slajd 7
Zanimanje zavarivača je nezamjenjivo
- na gradilištu
- u tvornicama za izgradnju strojeva
- pri gradnji morskih i riječnih brodova velike tonaže, automobila, visokotlačnih kotlova, mostnih dizalica, cisterni, cjevovoda itd.
- u javnim komunalnim poduzećima
Slajd 8
Valerij Nikolajevič Kubasov
- Kozmonaut (prvi let: od 11. listopada do 16. listopada 1969. kao inženjer let svemirske letjelice Sojuz-6). Tijekom leta, po prvi put u svijetu, izvedeni su pokusi izvođenja zavarivačkih radova u svemiru pomoću opreme razvijene u Institutu za električno zavarivanje nazvan. BITI. Paton.
- Danas se raspon primjene tehnologija zavarivanja proteže od podvodnog do svemirskog zavarivanja.
Slajd 9
Dizajni za privatnu upotrebu.
Slajd 10
Proizvedeno sa zavarenim spojevima
Ako postanete profesionalni zavarivač, možete stvarati ljepotu.
Slajd 11
- Zavarivanje je izvanredno otkriće ruskih izumitelja.
- Električni luk prvi je otkrio 1802. V. V. Petrov, profesor fizike na Sanktpeterburškoj medicinskoj i kirurškoj akademiji. Godine 1882. ruski izumitelj N. I. Benardos prvi je u svijetu upotrijebio električni luk za spajanje metala.
- Od tada se usavršavaju i razvijaju metode zavarivanja: lasersko, elektroničko, snopom, žicom, u svemiru.
- Posao zavarivača vrlo je zastupljen u svim sektorima nacionalnog gospodarstva (građevinarstvo, strojarstvo, brodogradnja i mostogradnja itd.).
Slajd 12
Izumitelji
- Nikolaj Nikolajevič Benardos. Ruski izumitelj, tvorac elektrolučnog zavarivanja (1881).
- Nikolaj Gavrilovič Slavjanov. Ruski metalurški inženjer i izumitelj. Godine 1888. razvio je metodu zavarivanja metalnom elektrodom i prvi put u svijetu uveo u praksu elektrolučno zavarivanje metalnom (potrošnom) elektrodom pod slojem praška.
Slajd 13
- Luka Ivanovič Borčaninov. Radnik tvornice Motovilikha, jedan od prvih zavarivača u Rusiji. Sudjelovao je u izgradnji najvećeg parobroda u Rusiji i Europi, gdje je prvi put u povijesti brodogradnje umjesto zakivanja korišteno zavarivanje.
- Boris Evgenijevič Paton. Sovjetski znanstvenik u području metalurgije, tehnologije metala, zavarivanja, profesor, doktor tehničkih znanosti
ZAVARIVANJE METALA klasifikacija
VRSTE ZAVARIVANJA podjela prema fizičkim svojstvima
TOPLJENJE (fizički proces) - luk - plin - plazma - elektrotroska - snop elektrona - laser - svjetlost - termit i dr.
PRIMJENA TLAKA (fizikalno-mehanički proces) - Kontakt - Difuzija - Sučeoni kontakt - Visoka frekvencija - Prešanje luka - Prešanje plinom - Prešanje troske i dr.
TLAK (mehanički proces) - Hladnoća - Eksplozija - Ultrazvuk - Trenje - Magnetski puls i drugi
LUČNO ZAVARIVANJE - Po vrsti elektrode i upotrebi žice za punjenje - Po vrsti luka i stupnju njegove uronjenosti u zavarenu kupku - Po vrsti struje zavarivanja, njenoj frekvenciji i polaritetu - Po prisutnosti vanjskih utjecaja na formiranje šava - prema broju lukova s odvojenim dovodom struje - prema broju elektroda sa zajedničkim dovodom struje zavarivanja - prema prisutnosti i smjeru oscilacija elektrode u odnosu na os zavara - prema vrsti zaštitni plin i priroda zaštite metala u zoni zavarivanja - Po kontinuitetu procesa zavarivanja - Po stupnju mehanizacije procesa zavarivanja, podjela prema tehničko-tehnološkim karakteristikama
Ručno elektrolučno zavarivanje
1- Izravni pogon za zavarivanje 2 – Držač elektrode 3 – Prekrivena elektroda 4 – Metalna šipka elektrode 5 – Poklopac elektrode 6 – Kapljice tekućine rastaljene elektrode 7 – Električni luk za zavarivanje 8 – Zaštitni plin 9 – Tekuća troska (kupka od troske) 10 – Kora od troske 11 - Rastaljeni metal 12 – Osnovni metal 13 – Zavareni bazen 14 – Povratna žica za zavarivanje Pokrivena elektroda (potrošni metal)
Ugljična (nepotrošiva) elektroda 1 – ugljična elektroda 2 – katodna točka 3 – lučni plinski stupac 4 – anodna točka (krater) 5 – rubovi dijelova koji se zavaruju
Ručno zavarivanje argonom nepotrošnom (volfram) elektrodom
Princip rada 1. Lučni izvor istosmjerne i izmjenične struje 2. Ravna žica za zavarivanje 3. Volframova mlaznica (stezna čaura) 4. Tijelo plamenika za elektrolučno zavarivanje 5. Mlaznica plamenika 6. Električni (zavarivački) luk 7. Mlaz zaštitnog inertnog plina ( argon, helij, njihove nečistoće) 8. Dodatna žica 9. Zavareni bazen 10. Zavareni metal 11. Osnovni metal 12. Povratna žica za zavarivanje
Električne sheme stanica za ručno argonsko zavarivanje Na istosmjernu struju 1. Generator za zavarivanje 2. Ampermetar 3. Voltmetar 4. Ravna žica za zavarivanje 5. Balastni reostat 6. Plamenik za elektrolučno zavarivanje 7. Mjerač protoka (rotametar) 8. Reduktor plina 9 Cilindar argona (helij) 10. Uzemljenje stola (proizvod) 11. Osnovni metal (proizvod) 12. Povratna žica za zavarivanje
Električne sheme stanica za ručno argonsko zavarivanje Na izmjeničnu struju 1. Transformator za zavarivanje 2. Oscilator 3. Uzemljenje
Specijalizirane instalacije za argonsko zavarivanje (TIR, UDG, IPP, AP, GID, itd.)
RUČNO PLAZMA ZAVARIVANJE
Plazma plamenik 1. Osnovni metal (proizvod) 2. Zavareni bazen 3. Stlačeni luk (mlaz) 4. Zaštitni plin 5. Zaštitna mlaznica plamenika 6. Radna mlaznica plamenika 7. Pilot niskoamperski luk (pomoćni) 8. Tijelo plamenika za plazma zavarivanje 9. Radna ionizacijska komora 10. Volframova (cirkonska) elektroda 11. Vodljivi usnik (stezna čaura) 12. Kontrolna oprema 13. Oscilator 14. Izvor struje luka 15. Reostat za promjenu jakosti struje u luku
Sheme postupaka plazma zavarivanja Komprimirani izravni luk Komprimirani neizravni luk (plazma mlaz)