Organizacija razvoja novih proizvoda. Organizacijska priprema proizvodnje i razvoja novih vrsta proizvoda Sustav za stvaranje i razvoj novih proizvoda
Nužna faza pripreme proizvodnje je razvoj novih proizvoda, što je skup različitih procesa i radova, tijekom kojih se dizajni i tehnologija ispituju i dorađuju do utvrđenih tehničkih zahtjeva, te se provodi razvoj novih oblika organizacije proizvodnje. van. Tijekom razvoja novih proizvoda postižu se planirani obujmi proizvodnje, planirani ekonomski pokazatelji i tehničko-ekonomski parametri proizvedenih proizvoda. Razdoblje razvoja novih proizvoda započinje izradom prototipa, a završava serijskom proizvodnjom proizvoda.
Industrijsku proizvodnju karakterizira širok izbor korištenih metoda i faza razvoja novih vrsta proizvoda.
Svakoj fazi razvoja odgovara određeni sadržaj rada, ovisno o različitim proizvodnim, organizacijskim i ekonomskim uvjetima u određenom poduzeću.
Razdoblja industrijskog razvoja novih proizvoda:
- 1. Provjera novog dizajna je skup radova za provjeru, otklanjanje pogrešaka i fino ugađanje dizajna proizvoda i njegove proizvodne tehnologije uz uvođenje potrebnih pojašnjenja i izmjena kako bi se postigli zahtjevi navedeni u tehničkoj dokumentaciji za proizvod.
- 2. Postavljanje proizvodnje podrazumijeva prijelaz s pilot proizvodnje na serijsku (masovnu) proizvodnju. Provodi se implementacija razvijenih tehnoloških procesa, oblika organizacije proizvodnje i rada, radi se na stabilizaciji kvalitete izrade dijelova i montažnih jedinica.
- 3. Tijekom razdoblja postizanja ekonomskih pokazatelja projekta provode se radovi koji se odnose na dovođenje normativa utroška materijalnih resursa, intenziteta rada, troškova i drugih ekonomskih pokazatelja na razinu projekta povećanjem kvalifikacija radnika, povećanjem razine opreme , i smanjenje gubitaka od nedostataka.
U procesu ovladavanja proizvodnjom novih vrsta proizvoda razlikuju se tehnički, proizvodni i gospodarski razvoj.
Početkom tehničkog razvoja smatra se zaprimanje tehničke dokumentacije i prototipa proizvoda od strane proizvodne jedinice istovremeno sa zadatkom pokretanja njegove industrijske proizvodnje, a završetkom je postizanje parametara tehničkog dizajna definiranih normom ili tehnički uvjeti.
Razvoj proizvodnje provodi se u procesu uspostavljanja proizvodnje i dovršava se u uvjetima kada sve proizvodne jedinice poduzeća osiguravaju ispunjenje utvrđenih količina proizvodnje proizvoda uz zadanu kvalitetu i potrebnu stabilnost proizvodnje. U razdoblju razvoja proizvodnje uklanjaju se uska grla, radnici u potpunosti ovladavaju radnim operacijama, stabilizira se opterećenje opreme i rada.
Ekonomski razvoj proizvodnje novih proizvoda pretpostavlja postizanje glavnih projektnih ekonomskih pokazatelja proizvodnje proizvoda. U pravilu su troškovi proizvodnje prvih proizvoda nekoliko puta veći od troškova masovne proizvodnje proizvoda. Nakon toga dolazi do oštrog smanjenja tih troškova. Međutim, s vremenom se stopa opadanja usporava, a zatim postaje beznačajna.
Troškovi projektne pripreme proizvodnje postupno rastu, zatim se snažnije povećavaju, povezani s velikim obujmom rada u fazi tehnološke pripreme. Organizacijska priprema zahtijeva povećanje troškova za materijalnu podršku nove proizvodnje, povezane s kupnjom posebne opreme, stvaranjem rezervi, ponovnim razvojem radionica, stvaranjem transportnih sustava itd. U slučaju potpune i kvalitetne tehničke pripreme proizvodnje, razvoj počinje s relativno niskim početnim troškom proizvoda koji se ovladavaju, a planirani trošak postiže se relativno brzo.(1)
Kod nepravilno organizirane i planirane pripreme proizvodnje dolazi do preuranjenog početka razvoja, ako priprema još nije u potpunosti završena, oprema i objekti nisu spremni, a projektna priprema nije završena na nedovoljno visokoj razini. Kao rezultat toga, početni trošak je visok. Osim toga, postoje oštre fluktuacije u troškovima koje odgovaraju promjenama dizajna. Razdoblje razvoja je produženo. Tendencija smanjenja troškova pri ovladavanju proizvodnjom novih proizvoda u pravilu je održiva, a obujam proizvodnje najvažniji je čimbenik njezina smanjenja.
Čimbenici koji određuju vrijeme razvoja su: novost i složenost proizvoda, stupanj obrade tehničke dokumentacije, razina opremljenosti, socio-psihološka razina tima itd. Zadatak je uzeti u obzir utjecaj ovih čimbenika na trajanje razvojnog razdoblja i osigurati stvaranje potrebnih uvjeta za njegovo smanjenje.
Postoje dva glavna oblika prijelaza na proizvodnju novih proizvoda: sa prekidom i bez zaustavljanja proizvodnje.
Na odabir metode prijelaza utječu sljedeći čimbenici:
Tehnička razina proizvoda koji se razvijaju, njihova razlika od onih koji se ukidaju;
Organizacijski i tehnički uvjeti proizvodnje: raspoloživost rezervnih proizvodnih kapaciteta i površina; korištenje tipskih rješenja u projektiranju;
Organizacija i planiranje tehničke pripreme proizvodnje.
Prijelaz poduzeća na proizvodnju novog proizvoda može se provesti pomoću sljedećih metoda: sekvencijalne, paralelne, složeno-kombinirane i agregatne.
Prijelaz se naziva sekvencijalni kada razvoj proizvodnje započne tek nakon što je prethodno proizveden proizvod prekinut. Tehnička i organizacijska priprema se provodi unaprijed tijekom puštanja starih proizvoda.
Postoje diskontinuirano-sekvencijalne i kontinuirano-sekvencijalne verzije ove metode. Kod diskontinuirano-sekvencijalne metode, nakon prestanka proizvodnje starog proizvoda, u istim proizvodnim prostorima obavljaju se radovi na rekonstrukciji i ugradnji tehnološke opreme i vozila, a po završetku počinje razvoj proizvodnje novog proizvoda. Trajanje ovih radova određuje vrijeme zastoja proizvodnje tijekom kojeg nema proizvodnje novih i starih proizvoda. Ovo je najneučinkovitija opcija prijelaza, budući da su gubici u ukupnoj proizvodnji ovdje najveći. Ne mogu se nadoknaditi dugo vremena, što ne dopušta korištenje diskontinuirano-sekvencijalne metode u praksi razvoja novih proizvoda.
Kontinuirano-sekvencijalnu inačicu sekvencijalne metode karakterizira činjenica da proizvodnja masteriranog proizvoda započinje odmah nakon prestanka proizvodnje proizvoda koji se prekida. Iako ova opcija uzrokuje gubitke u ukupnoj proizvodnji proizvoda, oni se mogu minimizirati zbog visoke stope povećanja proizvodnje proizvoda koji se savladava. To zahtijeva visok stupanj dovršenosti rada na tehnološkoj pripremi proizvodnje novog proizvoda prije početka njegovog razvoja. Ova opcija, u pravilu, zahtijeva dodatne proizvodne radnike, budući da je intenzitet rada proizvoda koji se savladavaju veći od onih uklonjenih iz proizvodnje, kao i povećanje proizvodnog kapaciteta poduzeća. Široko se koristi u masovnoj proizvodnji, osobito tijekom rekonstrukcije poduzeća.
Metoda paralelnog prijelaza uključuje maksimalnu kombinaciju proizvodnje novih proizvoda sa završnom fazom proizvodnje starog modela, istovremeno sa smanjenjem proizvodnje starih proizvoda, povećava se proizvodnja novih. Obično se koristi kada poduzeće ima rezervne kapacitete, stvara paralelne radne sekcije i transportere. Ova metoda se najčešće koristi u strojarstvu. Ako je nemoguće nadoknaditi povećani intenzitet rada, nema dodatnih kapaciteta, poželjna je paralelna metoda, u kojoj se ukupna proizvodnja neznatno smanjuje tijekom razvoja novog proizvoda. S visokom razinom unifikacije zamijenjenih i masteriranih proizvoda, u mnogim slučajevima moguće je izbjeći smanjenje ukupne proizvodnje.
Glavna prednost ove metode u odnosu na sekvencijalnu metodu je u tome što je moguće značajno smanjiti gubitke u ukupnoj proizvodnji proizvoda pri razvoju novog proizvoda. Koriste se različite varijante paralelne metode koje se razlikuju po vremenskom razdoblju u kojem se kombinira proizvodnja starih i novih proizvoda, stopi povećanja proizvodnje novog i smanjivanja starog proizvoda te broju dodatnih proizvoda. proizvodnih prostora i opreme. Opcija paralelne metode karakterizira činjenica da se ukupna proizvodnja proizvoda ne smanjuje. Ovo je poželjna opcija jer omogućava poduzeću da održi ujednačenu proizvodnju tijekom razdoblja razvoja.
U uvjetima masovne proizvodnje široko se koristi paralelno-stupanjska verzija paralelne metode. Metoda agregata uključuje postupnu zamjenu pojedinačnih jedinica u dizajnu starog modela koji se proizvodi. Već neko vrijeme proizvodi se prijelazni modificirani proizvod, opremljen samo pojedinačnim novim komponentama. Završetkom planirane zamjene starih jedinica novim, model prelazi iz prijelaznog u novi proizvod. Majstorstvo je podijeljeno u nekoliko faza, tim koncentrira svoje napore na relativno malo područje rada, a prijelaz se odvija manje bolno za poduzeće. U svakoj fazi ne ažurira se konačni proizvod poduzeća, već samo njegove pojedinačne komponente.
Prednost ove opcije je u tome što je korištenjem moguće izbjeći radikalnu rekonstrukciju poduzeća, osigurati ujednačenu proizvodnju u svakoj fazi i smanjiti troškove razvoja proizvodnje. Međutim, proces ažuriranja proizvedenih proizvoda se razvlači, što može dovesti do preranog zastarijevanja nove opreme.
Složeno-kombiniranu metodu karakterizira kombinacija individualnog rada na pripremi proizvodnje za razvoj novih proizvoda s cjelovitim rješavanjem projektnih, tehnoloških i proizvodnih problema. Proizvođači sudjeluju u dizajnu proizvoda, a programeri sudjeluju u razvoju njegove proizvodnje. Ova metoda omogućuje značajno ubrzanje procesa stvaranja novih proizvoda smanjenjem postupka pripreme i odobravanja tehničke dokumentacije, uklanjanjem nepotrebnog rada, izvođenjem blok dizajna i proizvodnje različitih komponenti, djelomičnim kombiniranjem različitih radova, čineći prijelaz na masovnu proizvodnju bez proizvodnja prototipova i pilot proizvodnih serija.
Pri odabiru metode prijelaza treba uzeti u obzir čimbenike koji karakteriziraju organizacijsku i tehničku razinu proizvodnje, dizajn novog proizvoda i tehnologiju proizvodnje.
Pri ocjeni organizacijsko-tehničkih uvjeta potrebno je uzeti u obzir: in-line serijsku proizvodnju
- - raspoloživost rezervnih proizvodnih kapaciteta;
- -raspoloživost slobodnog proizvodnog prostora;
- - unutartvornička specijalizacija i podjela rada u radionicama i područjima;
- - stupanj industrijske i međuindustrijske suradnje;
- - dostupnost kvalificiranog osoblja. (4)
Tečajni rad
po disciplini:
"Organizacija proizvodnje u poduzećima strojarstva"
Predmet:
“Ovladavanje proizvodnjom novih proizvoda »
Uvod
Stvaranje novih vrsta proizvoda odvija se u procesu pretproizvodnje koji se odvija izvan okvira proizvodnog procesa.
Proces pretproizvodnje je posebna vrsta aktivnosti koja kombinira razvoj znanstveno-tehničkih informacija s njihovom transformacijom u materijalni objekt - novi proizvod.
Proces pripreme podijeljen je na sljedeće radove: istraživački, projektantski, tehnološki, proizvodni, ekonomski.
Inženjerski radovi (istraživanje, tehnički i organizacijski razvoj) glavni su za pripremnu fazu.
Sljedeća faza je proces proizvodnje i testiranja prototipova, prototipova i serija strojeva. To se naziva eksperimentalnim proizvodnim procesima.
Učinkovitost procesa ažuriranja proizvedenih proizvoda u poduzećima za izgradnju strojeva uvelike je određena ispravnošću i racionalnošću odabrane metode prijelaza na proizvodnju novih proizvoda. Priroda obnove proizvoda ovisi o nizu čimbenika:
Resursi dostupni poduzeću koji se mogu koristiti za organizaciju razvoja novih proizvoda (kapitalna ulaganja i njihova materijalizacija u obliku proizvodnih pogona, opreme, tehnološke opreme, kao i ljudskih resursa);
Razlike u stupnju progresivnosti proizvoda koji se razvijaju i onih koji se ukidaju;
Stupanj spremnosti poduzeća za razvoj novih proizvoda (potpunost i kvaliteta tehničke dokumentacije, stupanj spremnosti tehnološke opreme i opreme, razina kvalifikacija osoblja, dostupnost dodatnih proizvodnih pogona itd.);
Dizajn i tehnološke značajke proizvoda;
Vrsta proizvodnje;
Potražnja za proizvodima koje proizvodi poduzeće;
Razina unifikacije proizvoda koji se razvijaju i ukidaju.
Metode prijelaza na proizvodnju novih proizvoda koji se koriste u strojogradnji razlikuju se, prije svega, u stupnju podudaranja vremena proizvodnje zamijenjenih i ovladanih modela (ili prisutnosti pauze između završetka proizvodnje zamijenjen i početak proizvodnje ovladanog modela), kao i omjer stope pada proizvodnje ukinutog modela i stope povećanja proizvodnje ovladanih proizvoda. Međutim, uz svu raznolikost opcija za procese ažuriranja proizvoda strojarstva, određene različitim manifestacijama gore navedenih čimbenika, moguće je identificirati karakteristične metode prijelaza na nove proizvode: sekvencijalne, paralelne i paralelno-sekvencijalne.
Metoda sekvencijalnog prijelaza karakterizira činjenica da proizvodnja novih proizvoda počinje nakon potpunog prestanka proizvodnje proizvoda koji su obustavljeni.
Kontinuirano-sekvencijalnu opciju karakterizira činjenica da proizvodnja proizvoda koji se savladava počinje odmah nakon prestanka proizvodnje proizvoda koji se prekida. Organizacija razvoja pomoću ove opcije mnogo je teža s organizacijske i tehnološke točke gledišta. Potreban je visok stupanj dovršenosti rada na tehnološkoj pripremi za proizvodnju novog proizvoda prije početka njegovog razvoja.
Paralelnu metodu karakterizira postupna zamjena ukinutih proizvoda s novouvedenima. U ovom slučaju, istodobno sa smanjenjem obujma proizvodnje "starog" modela, dolazi do povećanja proizvodnje "novog" modela. Duljina vremena za kombiniranje varira. Ova metoda se najčešće koristi u strojogradnji, masovnoj i serijskoj. Njegova glavna prednost u usporedbi sa sekvencijalnom metodom je u tome što je moguće značajno smanjiti (au nekim slučajevima i potpuno eliminirati) gubitke u ukupnoj proizvodnji tijekom razdoblja razvoja.
U masovnoj proizvodnji koristi se paralelna inačica paralelne metode. Karakterizira ga činjenica da se proces ažuriranja proizvedenih proizvoda odvija u nekoliko faza, tijekom kojih se savladava izrada prijelaznih modela koji se od prethodnog modela razlikuju po dizajnu pojedinih jedinica i komponenti. U svakoj fazi ne ažurira se konačni proizvod poduzeća, već samo njegove pojedinačne komponente.
Paralelno-sekvencijalna prijelazna metoda prilično je široko korištena u masovnoj proizvodnji kada se razvijaju novi proizvodi koji se dizajnom značajno razlikuju od onih koji su uklonjeni. Istodobno, poduzeće stvara dodatne kapacitete (radionice, radionice), gdje počinje razvoj novog proizvoda - razrađuju se tehnološki procesi, obučava osoblje i organizira proizvodnja proizvoda koji će se zamijeniti. Nakon završetka početnog razvojnog razdoblja, glavna proizvodnja nastavlja proizvoditi proizvode koje treba zamijeniti. Nakon završetka početnog razdoblja razvoja dolazi do kratkotrajnog zastoja, kako u glavnoj proizvodnji tako iu dodatnim područjima, tijekom kojeg se oprema redizajnira. U ovom slučaju, oprema dodatnih odjeljaka prenosi se u glavne proizvodne radionice. Po završetku rada u ovim radionicama organizira se proizvodnja novih proizvoda.
Nedostatak ove metode su očiti gubici u ukupnoj proizvodnji tijekom zaustavljanja proizvodnje i na početku sljedećeg razdoblja ovladavanja novim proizvodom u radionicama. Međutim, provođenje početnih faza razvoja u dodatnim (privremenim) područjima omogućuje kasnije, tijekom postavljanja proizvodnje, osiguranje visokih stopa povećanja proizvodnje novog proizvoda.
1. Organizacija razvoja proizvodnje novih proizvoda
1.1 Obilježja procesa razvoja proizvodnje
Razvoj proizvodnje je početno razdoblje industrijske proizvodnje novih proizvoda, tijekom kojeg se osigurava postizanje planiranih tehničkih i ekonomskih pokazatelja dizajna (prvenstveno projektirani učinak novih proizvoda po jedinici vremena i odgovarajući intenzitet rada dizajna i jedinični trošak proizvodnje). na ovaj izlaz). Izdvajanje ovog razdoblja preporučljivo je samo za uvjete masovnih i serijskih vrsta proizvodnje, koje karakterizira stabilnost u asortimanu proizvoda koje poduzeće proizvodi određeno vrijeme; u pojedinačnoj proizvodnji praktički nema razvojnog razdoblja, budući da je ažuriranje nomenklature povezano s puštanjem svakog novog pojedinačnog proizvoda ili male serije.
Tijekom razvojnog razdoblja nastavlja se dizajn i tehnička dorada novog proizvoda te prilagodba same proizvodnje proizvodnji novih proizvoda. Stoga je jedna od karakterističnih značajki ovog razdoblja dinamičnost tehničkih i ekonomskih pokazatelja proizvodnje.
U tom razdoblju dolazi do značajnog broja konstrukcijskih i tehnoloških promjena koje zahtijevaju ne samo prilagodbe tehničke dokumentacije, već i izmjene već savladanih tehnoloških operacija, tehnološke opreme, a ponekad i procesa općenito.
Uvođenje promjena dovodi do duljeg razdoblja razvoja i većih troškova. Tijekom razdoblja svladavanja, mnogi radnici, posebno oni zaposleni u glavnim radionicama poduzeća masovne proizvodnje, moraju ponovno svladati tehnološke operacije, servisnu opremu, tehnološku opremu, tj. steći profesionalne vještine u promjenjivim proizvodnim i tehničkim uvjetima.
Potrebno je neko vrijeme da se razviju racionalne radne prakse.
Osim toga, glavne karakteristike razvojnog procesa - trajanje ovog razdoblja, dinamika troškova - uvelike ovise o spremnosti poduzeća da osigura opsežnu serijsku ili masovnu proizvodnju. S visokim stupnjem spremnosti posebne opreme i pribora za početak proizvodnje u punom opsegu, moguće je značajno smanjiti razdoblje razvoja i osigurati blagi višak radnog intenziteta prvih industrijskih proizvoda u usporedbi s projektnim intenzitetom rada. .
Ako razina tehnološke opremljenosti na početku razvoja značajno ne odgovara razini koja je predviđena za osiguranje projektirane proizvodnje proizvoda, razvojno razdoblje se odgađa, a dolazi do značajnog prekoračenja u intenzitetu rada i troškovima proizvoda u prve godine proizvodnje u usporedbi s projektnim pokazateljima. Visoka razina spremnosti dugotrajne imovine za početak proizvodnje zahtijeva značajna kapitalna ulaganja, koja u nekim slučajevima mogu biti pretjerano velika. Također postoji opasnost od napuštanja dijela tehnološke opreme zbog intenzivnog protoka projektnih promjena tijekom perioda opremanja. Stoga se za pojedine vrste proizvoda, ovisno o vrsti proizvodnje, optimalne količine opreme obično utvrđuju na početku razvojnog razdoblja.
1.2 Organizacijska i planska priprema proizvodnje
Organiziranje proizvodnje novih proizvoda zahtijeva ne samo stvaranje novih tehnoloških procesa i promjene u tehnologiji proizvodnje, već i promjene u oblicima i metodama organiziranja rada i proizvodnje, te promjene u strukturi kadrova.
Organizacijska priprema proizvodnje je kompleks radova i procesa usmjerenih na razvoj projekta za organizaciju u vremenu i prostoru proizvodnog procesa proizvodnje novog proizvoda, sustava za organiziranje i nagrađivanje rada, logističkog sustava i regulatornog okvira za in- planiranje pogona za proizvode koji se prvi put stavljaju u proizvodnju.
Razvoj novih proizvoda sastavni je stupanj pripreme proizvodnje, tijekom kojeg se provodi prilagodba i razvoj projektiranih tehnoloških procesa, oblika organizacije proizvodnje, postizanje planiranog obujma proizvodnje i postizanje planiranih tehničko-ekonomskih pokazatelja proizvoda. van.
U suvremenim uvjetima priprema proizvodnje uključuje sudjelovanje odjela strojarskih poduzeća u uvođenju novih proizvoda u područje rada. Proizvodna poduzeća ne samo da isporučuju proizvode, već također provode pripremu potrošnje proizvoda i usluge postprodukcije.
Potrošačko poduzeće treba uvjeriti u učinkovitost novih proizvoda i pomoći mu da organizira njihovu pravilnu upotrebu i odlaganje. Ove poslove najbolje može obaviti poduzeće koje je stvorilo novi proizvod, stoga je potrebno pripremiti se za prodaju proizvoda, usluga i korištenje proizvoda od strane potrošača.
Provođenje pripreme proizvodnje zahtijeva rješavanje niza problema: osiguranje znanstvene, tehničke i proizvodne integracije rada za stvaranje organizacijske strukture; razvoj posebnih metoda planiranja i upravljanja.
Planiranje prije proizvodnje.
Ispravna koordinacija dizajnerskih, tehnoloških i organizacijskih rješenja kroz cijelo razdoblje predprodukcije.
Zadaci planiranja uključuju sljedeće:
Utvrđivanje rokova za završetak razvoja, jamčenje provedbe plana u rokovima;
Određivanje obima posla;
Održavanje troškova unutar plana.
Provedba zadataka provodi se planski. Provedba predviđenih planova tehničke pripreme proizvodnje osigurava se: racionalnom organizacijskom strukturom tijela tehničke pripreme proizvodnje; sustav planiranja; regulatorni okvir.
Struktura tijela za tehničku pripremu proizvodnje ovisi o složenosti zadataka koji se rješavaju, pa se stoga može promijeniti odgovarajućom naredbom voditelja organizacije.
Sustav planiranja sastoji se od tri faze:
1) prošireno planiranje - tematski plan za budućnost (radni nalog);
2) pojašnjenje tematskog plana, njegovo detaljiziranje (koordinacija i koordinacija rada s pojedinim izvođačima);
3) operativno planiranje i upravljanje (pojašnjenje rada za kalendarsku godinu i segmente godine).
Izbor i uporaba standarda, konsolidiranih ili diferenciranih, ovisi o fazi planiranja. Najtočniji standardi trebali bi biti u fazi operativnog planiranja.
Regulatorna osnova za planiranje rada na tehničkoj pripremi proizvodnje:
· odabir planskih i obračunskih jedinica prema fazama tehničke pripreme proizvodnje (komplet dokumentacije, rasporedi, dijelovi, tehnički procesi i dr.);
· standardi kvantitativnih odnosa koji vam omogućuju utvrđivanje opsega posla za dovršetak bilo faze, ili faze rada, ili za određeni posao;
· standardi intenziteta rada za stanicu, pozornicu ili vrstu posla. Takve su standarde razvili industrijski instituti i preporučuju se kao standardi;
· standardi vremena ciklusa za stanicu, fazu ili vrstu rada na tehničkoj pripremi proizvodnje.
Na temelju znanstvenih i tehničkih predviđanja i ciljanih programa za razvoj određenog područja nove tehnologije, uzimajući u obzir razvojne planove industrije i poduzeća, razvijaju se kalendarski planovi i rasporedi za pripremu i razvoj novih vrsta proizvoda .
U te svrhe trenutno se koriste različiti oblici i metode rasporeda te se konstruiraju matrični, linearni i mrežni rasporedi. Matrični oblici grafikona su tabela u kojoj su u redovima s lijeve strane tablice označene etape, faze, izvođači radova i planirani rezultati, a na presjeku redaka i stupaca dani su rokovi izvršenja etape tipa rada za određeni objekt.
Sve je raširenija uporaba linijskih i mrežnih grafikona.
Linearna uporaba je kada je mali broj izvršenja uključen u razvoj problema ili problema i ne kontrolira se mnogo događaja, a mrežna uporaba se koristi u složenim sustavima s velikim brojem izvođača i događaja.
Linearni kalendarski raspored tehničke pripreme proizvodnje obično se gradi na takav način da se faze projektne pripreme proizvodnje provode uzastopno, a tehnološka i planska priprema - paralelno. To je zbog činjenice da svaka faza pripreme dizajna za proizvodnju mora biti dovršena uz koordinaciju i odobrenje kupca, a tek nakon toga se sljedeća faza može kvalitativno razviti.
Linearni planovi tehničke pripreme proizvodnje imaju neke nedostatke: poteškoće u planiranju operacija; nemogućnost preuređivanja rasporeda; nejasno uređeni odnosi između obavljanja poslova pojedinih tijela i izvođača; nemogućnost jasne analize i predviđanja daljnjeg toka rada. Ovi nedostaci doveli su do upotrebe mreža koje imaju sljedeće prednosti:
· jasno reguliranje djelokruga poslova, njihovo dosljedno provođenje i međusobni odnos izvođača;
· preglednost odnosa između različitih događaja i posla te mogućnost brze revizije rasporeda zbog odstupanja od planiranih linija;
· sposobnost uzimanja u obzir dinamike razvoja i mišljenja različitih stručnjaka;
· korištenje probabilističkih standarda za rješavanje općeg problema.
Organizacija razvoja proizvodnje novih proizvoda
2.1 Uvjeti zadatka
proizvodnja novog proizvoda intenzitet rada
Tvrtka planira organizirati proizvodnju novog proizvoda vlastitim i posuđenim sredstvima. Provedeno je istraživanje tržišta koje je omogućilo fokusiranje na određenu vrijednost projektne cijene proizvoda Ts pr.i i davanje prognoze očekivanog obujma prodaje projekta q np. Očekuje se da će u proizvodnji i prodaji proizvoda provoditi određenu cjenovnu politiku, čime će utjecati na očekivani obujam prodaje u svakoj godini proizvodnje (utvrđene su vrijednosti koeficijenta elastičnosti potražnje k 3, a očekivani obujam prodaje odgovara na promjene cijena u rasponu ±∆ od vrijednosti C pr.i ).
PRILIKOM IZVRŠAVANJA ZADATKA MORATE:
1. Trajanje razdoblja ovladavanja proizvodnjom novog proizvoda – t OCB.
2. Za svaku j-y godinu proizvodnje proizvoda:
a) najveća moguća godišnja proizvodnja N max god. j ;
b) prosječni intenzitet rada po jedinici proizvodnje T prosj. j.
II . Korištenje navedene vrijednosti k e, i ∆, opravdati za svaku godinu proizvodnje planiranu cijenu Tspl i očekivani planirani obujam prodaje qpl. j. Za planiranu opciju razvoja proizvodnje:
a) prosječni godišnji trošak po jedinici proizvodnje S cp. j.
b) trošak godišnjeg obujma proizvodnje S god. j ;
c) prihod od prodaje proizvoda W god. j
d) dobit od proizvodnje i prodaje proizvoda P god. j ;
e) prosječni godišnji broj glavnih radnika C kp. j ;
f) fond plaća glavnih radnika Saveznog zavoda za rad. j.
2) opravdati taktiku vraćanja posuđenih sredstava.
III . Stopa ekonomska izvedivost ovladavanja proizvodnjom novog proizvoda. Predložite moguća područja korištenja dobiti ostvarene svake godine. Ispunite sažetak tablice glavnih pokazatelja koji odražavaju planiranu verziju svladavanja proizvodnje novog proizvoda.
IV . Koristiti grafički prikaz izračunatih pokazatelja u obliku dijagrama i grafikona.
Podaci korišteni za dovršetak posla.
1. Očekuje se da će novi proizvod biti proizveden unutar 5 godina (t n = 5 godina);
2. Projektni intenzitet rada izrade masteriranog proizvoda T osv = 120 n-h;
3. Prosječna mjesečna proizvodnja uspostavljene proizvodnje (dizajnirana proizvodnja) N mjeseci finalizacije = 60 komada/mjesec;
4. Kapitalni troškovi za osiguranje učinka projekta (kapitalni troškovi projekta) K pr = 2 milijuna rubalja;
5. Intenzitet smanjenja intenziteta rada tijekom razvojnog razdoblja (eksponent b) ovisi o koeficijentu spremnosti k r i izračunava se po formuli b = 0,6 – 0,5 k r ;
6. Podaci korišteni u agregiranoj kalkulaciji troška proizvodnje proizvoda:
– troškovi osnovnih materijala i komponenti M = 565 rubalja/kom;
– prosječna satnica za glavne radnike: 1 sat = 12 rubalja/sat;
– dodatna plaća glavnih radnika α = 15%;
– jedinstveni socijalni porez β = 35,6%;
– neizravni troškovi trgovine k c = 150%;
– opći troškovi proizvodnje k on = 30%;
– neproizvodni troškovi k vp = 5%.
Određeno opcijama:
1. Vlastita kapitalna ulaganja poduzeća na početku proizvodnje K c = 1,2 milijuna rubalja;
2. Mogući bankovni zajam za razvoj proizvodnje proizvoda K b =0,4 milijuna rubalja;
3. Rok otplate kredita t do p =4,0 godine;
4. Kamatna stopa za kredit RUB. 5%/godina;
5. Koeficijent godišnjeg povećanja kamatne stope pri prekoračenju roka otplate kredita k y =2,0;
6. Očekivana projektna količina prodaje po godini proizvodnje proizvoda q np: 1 godina – 300 kom./god., 2. godina – 500 kom./god., 3. godina – 950 kom./god., 4. godina – 1200 kom./god. , 5 godina – 1000 kom./god.;
7. Intenzitet rada izrade prvog proizvoda (početni intenzitet rada) T n =400 n-sati;
8. Prosječna mjesečna proizvodnja proizvoda za razvojno razdoblje N m ec = 32 kom./mj.;
9. Povećanje troška proizvoda za svaki postotak nedovoljno iskorištenog kapaciteta k p =0,2,%;
10. Koeficijent elastičnosti potražnje k e =3,0%;
11. Interval promjene cijene ∆=36% .
12. Cijena dizajna proizvoda C pr.i = 7,6 tisuća rubalja.
2.2 Dio za izračun
1. Određivanje početnih kapitalnih troškova:
Kn = Ks + Kb = 1,2+0,4 = 1,6 (milijuna rubalja)
K s – vlastita kapitalna ulaganja;
K b – mogući bankovni kredit;
2. Određivanje faktora raspoloživosti dugotrajne imovine:
K g = K n / K pr = 1,6/2,0 = 0,8
Kpr – kapitalni troškovi projekta;
Vrijednost koeficijenta je prilično visoka; ova pozicija poduzeća će pružiti očite prednosti smanjenjem razdoblja razvoja, tj. već na početku razvojnog razdoblja moći će se postići razina troškova proizvodnje bliska projektiranoj.
3. Određivanje eksponenta b krivulje učenja:
b = 0,6 – 0,5* K g = 0,6 – 0,5*0,8 = 0,2;
4. Određivanje serijskog broja proizvoda ovladane proizvodnje:
Tn – radni intenzitet izrade prvog proizvoda;
T osv – projektni intenzitet rada izrade master proizvoda;
N rev = = 1372 (izdanje)
5. Trajanje razvojnog razdoblja:
t otv = N osv / N mjeseci = 1372/32 = 43 (mjeseci) = 3,5 (godine)
N m ec – prosječna mjesečna proizvodnja proizvoda za razvojno razdoblje;
6. Određivanje ukupnog intenziteta rada proizvoda proizvedenih tijekom razvojnog razdoblja:
T sume = (T n / (1-b)) · (N osv 1- b – 1) = (400 / 0,8) · (1372 0,8 – 1) = 161253 (n/sat)
7. Izrada rasporeda za svladavanje proizvodnje (slika 1).
Definicija segmenta OE:
OE = t otv · (1 – N mjeseci / N osv) = 43 · (1 – 32 / 60) = 20 (mjeseci) = 1,7 (godine)
Prema rasporedu se utvrđuje vrijednost N mjeseci koja je potrebna za izračunavanje prosječnog mjesečnog učinka u svakoj godini razvojnog razdoblja. Kao rezultat toga, serijski broj proizvoda utvrđuje se za svaku od tih godina. Podaci su sažeti u tablici:
8. Određivanje intenziteta rada proizvoda prema godini razvoja:
T zbroj1 = T n /1- b · (N osv max 1- b – 1) = 400 / 0,8 · (120 0,8 – 1) = 22500 (n-h)
T av1 = T sum1 / N osv = 22500 / 120 = 188 (n-h)
T sum2 = T n / 1-b · (N osv max 1- b) = 400 / 0,8 · (468 0,8 - 121 0,8) = 45000 (n-h)
T av2 = T sum2 / N av = 45000 / 348 = 129 (n-h)
T sum3 = T n / 1-b N osv max 1- b = 400 / 0,8 (1020 0,8 – 469 0,8) = 59000 (n-h)
T av3 = T sum3 / N osv = 59000 / 552 = 107 (n-h)
T sum4 = T n / 1-b N osv max 1- b = 400 / 0,8 (1717 0,8 – 1021 0,8) = 65860 (n-h)
T av4 = T sum4 / N osv = 65850 / 697 = 94 (n-h)
T sum4 = T n / 1-b N osv max 1- b = 400 / 0,8 (2437 0,8 – 1718 0,8) = 62500 (n-h)
T av4 = T sum4 / N osv = 62500 / 720 = 87 (n-h)
∑T zbroj =254850 (n-h)
9. Određivanje pogreške u izračunavanju ukupnog broja proizvoda planiranih za proizvodnju tijekom razvojnog razdoblja (∂ 1) i ukupnog intenziteta rada ovih proizvoda (∂ 2):
∂ 1 = │((N osv – ∑N max godina) / N osv) │ 100%
∂ 1 = │ ((1372–2437) / 1372) │ 100% = 77,6%
∂ 2 =│ ((T zbroj – ∑T zbroj) / T zbroj) │ 100%
∂ 2 = │ ((161253 – 254850) / 161253) │ 100% = 58%
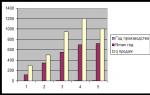
10. Usporedba maksimalnog mogućeg učinka proizvodnje N max godina i obujma prodaje projekta (slika 2). Formiranje plana proizvodnje i prodaje proizvoda po godinama:
| Godina proizvodnje | 1 | 2 | 3 | 4 | 5 |
| N max godina | 120 | 348 | 552 | 697 | 720 |
| q prodaja | 300 | 500 | 950 | 1200 | 1000 |

Riža. 2. Usporedba najvećeg mogućeg proizvodnog učinka N max godine i projektnih obujma prodaje po godinama proizvodnje
Potražnja je povoljna, duplo veća ponuda. Moguće je predvidjeti povećanje cijene od 36% (maksimalna vrijednost za opciju zadatka), dok će se mogući obujam prodaje smanjiti za 60%
q prodaja = ![]() = 120 ed;
= 120 ed;
N kvadrat godina1 = 120 izdanje;
q pr.1 = 120 izdanje;
C pl.1 = 7,6 · 1,36 = 10,34 tisuća rubalja.
Potražnja je povoljna. Cijenu možete povećati osiguravanjem ravnoteže između ponude i potražnje. Prihvatljivo smanjenje obujma prodaje na razinu od 350 proizvoda, tj. · 100% = 30%.
To će se dogoditi kada cijena poraste za = 15%
N kvadrat godina1 = 348 izdanje;
q pr.1 = 348 izdanje;
C pl.1 = 7,6 · 1,15 = 8,74 tisuća rubalja.
Potražnja je povoljna. Prihvatljivo (ravnotežno) smanjenje obujma prodaje na 552 proizvoda, tj. za 398 kom. (950–552), odnosno za · 100% = 40%. Cijena će se povećati za = 20%.
N kvadrat godina1 = 552 izdanje;
q pr.1 = 552 izdanje;
C pl.1 = 7,6 · 1,2 = 9,12 tisuća rubalja.
Potražnja je povoljna. Prihvatljivo (ravnotežno) smanjenje obujma prodaje na 697 proizvoda, tj. za 505 kom., 100% = 40%,
Cijena će se povećati za = 20%.
N kvadrat godina1 = 697 izdanje;
q pr.1 = 697 izdanje;
C pl.1 = 7,6 · 1,2 = 9,12 tisuća rubalja.
Potražnja je povoljna. Prihvatljivo (ravnotežno) smanjenje obujma prodaje na 720 proizvoda, tj. za 280 kom., 100% = 28%,
Cijena će se povećati za = 14%.
N kvadrat godina1 = 720 izd.;
q pr.1 = 720 izd.;
C pl.1 = 7,6 · 1,14 = 8,66 tisuća rubalja.
Planirani proizvodni i prodajni program po godinama
11. Trošak po jedinici proizvodnje, trošak godišnje proizvodnje, prihod od prodaje, dobit po godinama proizvodnje.
Trošak po jedinici proizvodnje u bilo kojem vremenskom razdoblju tijekom razvojnog razdoblja:
M– troškovi osnovnih materijala i komponenti, rub./ed.;
Lj– troškovi osnovne plaće glavnih radnika, rub./ed.;
k ts, k op, k vn– pogonski, opći proizvodni i neproizvodni troškovi, %;
α –
β - jedinstveni socijalni porez,%.
Veličina Lj, izračunava se formulom:
gdje je 1 sat prosječna satnica za glavne radnike, rubalja/sat.
Troškovi poduzeća za proizvodnju proizvoda u j-toj godini:
S godina j = S prosj. j * N godina j
N godina j – planirani godišnji obujam proizvodnje u j-toj godini, kom./god.;
Prihod od prodaje proizvoda:
W godina j = C pl j q pl j
Ts pl j – prodajna cijena proizvoda, rub./ed.;
q pl j – očekivani obujam prodaje, naklada/godina;
Dobit poduzeća od proizvodnje i prodaje proizvoda u j. godini:
P godina j = W godina j – S godina j
Potreban prosječni godišnji broj glavnih radnika u j. godini:
F d – stvarno godišnje radno vrijeme jednog radnika, h;
k in – prosječna stopa ispunjavanja standarda;
Ukupni fond plaća za glavne radnike u j. godini:
![]()
L j = 188 12 = 2256
Prosj.1 = = 8551 rub. = 8,6 tisuća rubalja.
S godina1 = 8,6 *120 = 1032 tisuća rubalja.
W godina1 = 10,34 * 120 = 1240 tisuća rubalja.
R godina1 = 1240–1032 = 208 tisuća rubalja.
L 2 = 129 12 = 1548
S av2 = = 6053,6 rub. = 6,05 tisuća rubalja.
S godina2 = 6,05 *348 = 2105,4 tisuća rubalja.
W godina2 = 8,74* 348 = 3041 tisuća rubalja.
R godina2 = 3041 – 2105,4 = 935,6 tisuća rubalja.
L 3 = 107 * 12 = 1284
S sr3 = = 6676,53 rub. = 6,7 tisuća rubalja.
S godina3 = 6,7 * 552 = 3698,40 tisuća rubalja.
W godina3 = 9,12 * 552 = 5034,24 tisuća rubalja.
R godina3 = 5034,24 – 3698,40 = 1335,84 tisuća rubalja.
L 4 = 94 12 = 1128
S sr4 = = 4572,12 rub. = 4,5 tisuća rubalja.
S godina4 = 4,5 * 697 = 3136,5 tisuća rubalja.
W godina4 = 9,12 * 697 = 6356,64 tisuća rubalja.
R godina4 = 6356,64 – 3136,5 = 3220,14 tisuća rubalja.
L 5 = 87 12 = 1044
S av5 = = 4275,8 rub. = 4,3 tisuća rubalja.
S godina5 = 4,3 * 720 = 3096 tisuća rubalja.
W godina5 = 8,66 * 720 = 6235,2 tisuća rubalja.
R godina5 = 6235,2 – 3096 = 3139,2 tisuća rubalja.
12. Taktika vraćanja posuđenih sredstava.
Bankovni kredit 400 tisuća rubalja, kamata na kredit - 5%, može se platiti na temelju rezultata prve dvije godine.
13. Prosječni godišnji broj glavnih radnika po godinama proizvodnje.
14. Fond plaća za glavne radnike.
![]()
α – dodatna plaća glavnih radnika, %;
![]() =311328 rub. =311 tisuća rubalja.
=311328 rub. =311 tisuća rubalja.
zaključke
| Indikatori | 1 godina | 2 godine | 3 godine | 4 godine | 5 godina |
| N max godina j | 120 | 348 | 552 | 697 | 720 |
| T prosj | 188 | 129 | 107 | 94 | 87 |
| S prosj | 8,6 | 6,05 | 6,7 | 4,5 | 4,3 |
| S godina j | 1032 | 2105,4 | 3698,4 | 3136,5 | 3096 |
| W godina j | 1240 | 3041 | 5034,24 | 6356,64 | 6235,2 |
| P godina j | 208 | 935,6 | 1335,84 | 3220,14 | 3139,2 |
| S sri j | 12 | 23 | 30 | 38 | 36 |
| 311 | 620 | 815 | 7979,9 | 8644,3 |
Najniži troškovi poduzeća za proizvodnju proizvoda (cijena koštanja) u 1. godini (1032 tisuća rubalja). Najviši troškovi poduzeća za proizvodnju proizvoda (trošak) u 4. godini (3967 tisuća rubalja).
Najmanji prihod od prodaje proizvoda zabilježen je u prvoj godini (1.240 tisuća RUB). Najveći prihod od prodaje proizvoda dogodio se u 4. godini (6356,64 tisuća rubalja), najveća dobit poduzeća od proizvodnje i prodaje proizvoda u 4. godini (3220,14 tisuća rubalja). Najniža dobit poduzeća od proizvodnje i prodaje proizvoda dogodila se u 1. godini (208 tisuća rubalja). Najmanji potrebni prosječni godišnji broj glavnih radnika je u 1. godini (12 sati), najveći potrebni prosječni godišnji broj glavnih radnika je u 4. godini (38 sati).
Najniži ukupni fond plaća za glavne radnike u 1. godini (311 tisuća rubalja). Najveći ukupni fond plaća za glavne radnike u 5. godini (8 644,3 tisuća RUB).
Karakteristična značajka razdoblja ovladavanja proizvodnjom je dinamika tehničkih i ekonomskih pokazatelja proizvodnje, prvenstveno rada, materijala i troškova proizvodnje proizvoda.
Postoji višak intenziteta rada i troškova proizvoda početnog razdoblja u usporedbi s završnim.
Bankovni kredit 400 tisuća rubalja, kamata na kredit -5%, (400x0,5=200 tisuća rubalja) može se platiti na temelju rezultata prve dvije godine. (dogovor s bankom o otplati kredita u roku od 2 godine).
Ovu opciju za ovladavanje proizvodnjom novog proizvoda treba smatrati ekonomski izvedivom.
Dobit prve 2 godine iskoristit će se za otplatu kredita i kamata na njega. U budućnosti se dobit može koristiti za poboljšanje materijalne i tehničke opremljenosti poduzeća, razvoj i uvođenje inovacija.
Književnost
1. Fatkhutdinov R.A. Organizacija proizvodnje. Udžbenik. M.: INFRA-M, 2000.
2. Organizacija proizvodnje u poduzeću. Udžbenik za tehničke i ekonomske specijalnosti. Uredio O.G. Turovets i B.Yu. Serbinovski. Izdavačka kuća CENTAR-MART, 2002.
3. Organizacija i planiranje strojarske proizvodnje. Udžbenik. Uredio Yu.V. Skvortsova, L.A. Nekrasova. M.: "Viša škola", 2003.
4. G.A. Kotekin, L.M. Sjenica. Organizacija proizvodnje. Tutorial. Minsk: I.P. "Ekoperspektiva", 1998.
5. L.A. Glagoleva Radionica o tijeku organizacije, planiranja i upravljanja poduzećem u strojarskoj industriji. Tutorial. M.: Viša škola, 1981.
Stvaranje novih proizvoda u industriji odvija se u određenom slijedu faza jedinstvenog procesa pripreme proizvodnje. Ovaj niz uključuje:
Teorijska istraživanja temeljne i istraživačke prirode;
Primijenjena istraživanja, tijekom kojih znanje stečeno u prvoj fazi nalazi praktičnu primjenu;
Razvojni rad, tijekom kojeg se stečena znanja i zaključci istraživanja implementiraju u crteže i uzorke novih proizvoda;
Tehnološko projektiranje i projektantsko-organizacijski poslovi u čijoj se provedbi razvijaju tehnološke metode proizvodnje i oblici organiziranja proizvodnje novih proizvoda;
Tehničko opremanje nove proizvodnje, koje se sastoji od nabave i proizvodnje opreme, tehnološke opreme i alata, kao i, ako je potrebno, rekonstrukcije poduzeća i njihovih odjela;
Ovladavanje proizvodnjom novih proizvoda, kada se nacrti proizvoda i metode njihove izrade stvoreni u prethodnim fazama testiraju i uvode u proizvodnju;
Industrijska proizvodnja, koja osigurava puštanje novih proizvoda u kvaliteti i količinama koje zadovoljavaju potrebe društva;
Korištenje novostvorenog proizvoda u području djelovanja; razvoj i proizvodnja novih vrsta proizvoda koji utjelovljuju najnovija dostignuća znanosti i tehnologije, zadovoljavaju najviše zahtjeve potrošača, konkurentni na svjetskom tržištu;
Osiguranje odgovarajućih tehničkih i organizacijskih uvjeta za značajno povećanje produktivnosti rada u nacionalnom gospodarstvu;
Stvaranje novih proizvoda visoke razine kvalitete uz minimalne troškove proizvodnje;
Smanjenje trajanja projektiranja, tehnoloških, organizacijskih i drugih poslova uključenih u kompleks pripreme proizvodnje i ovladavanje proizvodnjom novih proizvoda u kratkom vremenu;
Uštede troškova povezane s pripremom proizvodnje i razvojem novih proizvoda.
Eksperimentalni projektni rad (R&D) je skup radnji za stvaranje novog proizvoda u obliku prototipa i radne dokumentacije za kasniju industrijsku proizvodnju i uporabu tih proizvoda.
Obično se provode razvojni radovi, V tri etape: pripremna, kao i izrada projektne i radne dokumentacije.
U pripremnoj fazi opravdava se potreba za stvaranjem novog proizvoda i njegovim prijenosom u uslužnu proizvodnju, dogovaraju se glavni tehnički i ekonomski parametri proizvoda. Obrazlažu se mogućnosti projektiranja i tehnoloških rješenja, sastavlja se popis radova, navodi se njihov obujam, troškovi, izvođači i rokovi. Određuje se procijenjena cijena pokusnih i serijskih uzoraka proizvoda te rok njihove isporuke naručitelju. Pripremna faza završava odobrenjem tehničke specifikacije koja sadrži najvažnije karakteristike projektiranog proizvoda.
Prilikom izrade projektne dokumentacije odabire se optimalna opcija za proizvodnju proizvoda i njegovih dijelova, uzimajući u obzir troškove, učinkovitost i opseg proizvodnje. Utvrđuju se generalna konstrukcijska i tehnološka rješenja, provode ispitivanja i makete najsloženijih i kritičnih dijelova proizvoda. Prijave za razvoj i razvoj novih materijala, novih komponenti i sl. U ovoj fazi izrađuju se tehnički prijedlog, idejni projekt i tehnološki projekt izradom odgovarajuće projektne dokumentacije.
Izrada radne dokumentacije je završna faza projektiranja novog proizvoda. U izradi je komplet projektne dokumentacije potrebne za materijalnu realizaciju projektiranog proizvoda. Izrađuju se nacrti dijelova, sklopnih jedinica i sklopova, provode se teorijska i eksperimentalna ispitivanja sklopova, konstrukcijskih i tehnoloških rješenja; Ispituju se novi materijali, poluproizvodi, komponente i izrađuje radna dokumentacija. U ovoj fazi sastavljaju se posebni popisi dijelova, sklopova ili grafika, koji odražavaju hijerarhijsku strukturu stvaranja novog proizvoda. Navedena dokumentacija dostavlja se odjelu tehničke dokumentacije radi umnožavanja i puštanja u proizvodnju. Zatim se provode državni testovi, formalizirani odgovarajućim aktom.
Znanstveno-tehnički razvoj smatra se dovršenim ako je proizvod prošao ispitivanje, prihvaćen od strane odjelne ili međuresorne komisije i preporučen za upotrebu u proizvodnji.
Osim osiguranja visoke znanstveno-tehničke razine i konkurentnosti, dizajn novog proizvoda mora uzeti u obzir opseg i uvjete njegove proizvodnje, te se fokusirati na što niže troškove proizvodnje. Taj se problem rješava projektnom pripremom za proizvodnju.
9.7 Mrežno planiranje i upravljanje pretprodukcijom
Korištenje metoda mrežnog planiranja pomaže smanjiti vrijeme potrebno za stvaranje novih objekata za 15-20%, osigurati racionalno korištenje radnih resursa i opreme, tj. poboljšati organizaciju proizvodnje.
Mrežno planiranje je metoda upravljanja koja se temelji na korištenju matematičkog aparata teorije grafova i sustavnog pristupa za prikaz i algoritmiziranje kompleksa međusobno povezanih poslova, akcija ili aktivnosti za postizanje jasno definiranog cilja.
Glavni planski dokument u sustavu mrežnog planiranja je mrežni plan.
Izrada mrežnog dijagrama.
U mrežnom modelu događaji su označeni kružićima, poslovi - strelicama. Konstruirani graf mora imati jedan početni i jedan završni događaj.
Događaj je posredni ili konačni rezultat jedne ili više aktivnosti. Ona nema vremensko trajanje, već označava početak nekog posla, a može istovremeno biti i završetak drugih.
Rad u mrežnom dijagramu odnosi se na bilo koji proces koji zahtijeva rad; čekanje, koje zahtijeva određeno vrijeme; ovisnost koja pokazuje da početak određenog posla ovisi o završetku prethodnog. Grafički, rad je označen punom strelicom. Strelica koja izražava samo ovisnost jednog posla o drugom naziva se fiktivni posao i označena je isprekidanom linijom. Ima ocjenu nula vremena.
Riža. 5 Primjer mrežnog grafikona
Prilikom proračuna mrežnog rasporeda utvrđuju se sljedeći parametri: trajanje rada i kritični put; najraniji i kasniji datumi nastanka događaja i završetka radova; sve vrste rezervi za rad i događaje koji nisu na kritičnom putu.
Svaki slijed aktivnosti koji povezuje početni događaj s konačnim događajem naziva se put. Put s najduljim trajanjem rada naziva se kritičnim i prikazuje se podebljanim strelicama.
Aktivnosti na kritičnom putu nemaju zastoja. Dakle, nepoštivanje rokova za bilo kakve radove na kritičnoj stazi dovodi do kašnjenja ukupnog roka za završetak cijelog kompleksa. Aktivnosti koje nisu na kritičnom putu imaju zastoj.
Prije određivanja kritičnog puta potrebno je izračunati rani i kasni datum završetka događaja, kao i zastoj za svaki događaj. Događaji s nultim pomicanjem označavaju prolaz kritičnog puta. Rani datum događaja karakterizira najraniji mogući datum za pojavu događaja. Trajanje njegovog završetka određeno je duljinom najdužeg segmenta puta od početnog događaja do onoga koji se razmatra.
Vremenska rezerva za događaje pokazuje za koliko se maksimalno dopušteno vrijeme može odgoditi završetak događaja, a da ne dođe do opasnosti od propuštanja roka za završetak prvog događaja. Ako je rezerva u potpunosti iskorištena, događaj će pasti na kritični put.
Ukoliko rokovi za dovršetak svih radova nisu u skladu sa smjernicama, potrebno je optimizirati mrežu. U te svrhe moguće je, prvo, povećati broj izvršitelja, a drugo, izvršiti preraspodjelu radnih resursa prebacivanjem dijela radnika s poslova koji imaju velike rezerve vremena na obavljanje poslova koji su na kritičnom putu.
Mrežni model omogućuje vam postavljanje i rješavanje dvije vrste problema: računalni - određivanje mrežnih parametara - i optimizacijski. Prilikom rješavanja optimizacijskih problema pronalazi se mrežni raspored koji zadovoljava zadani kriterij (primjerice, minimalno trajanje skupa radova) s ograničenjima nametnutim nekim parametrima mreže (broj izvođača, dostupnost opreme, materijala itd.).
Prednosti mrežnih grafikona:
Pruža mogućnost prikazivanja veza između djela
Odredi djelo o kojem ovisi ukupno trajanje djela
Stvoriti uvjete za predviđanje napretka projekta
Poboljšava kontrolu dopuštajući vam da se usredotočite na rad kritičnog područja
Kada mijenjate satne parametre grafikona, nema potrebe da ga potpuno mijenjate
Izvršitelji radova sudjeluju u procesu raspoređivanja koristeći svoje znanje i iskustvo
Matematika i programiranje stvaraju uvjete za uspješnu izradu mrežnih modela
Pruža mogućnost prikazivanja velikog broja međusobno povezanih djela.
Razvoj proizvodnje– ovo je početno razdoblje industrijske proizvodnje novih proizvoda, tijekom kojeg se postižu planirani tehničko-ekonomski pokazatelji. Razdoblje ovladavanja proizvodnjom počinje izradom prototipa novog proizvoda i završava početkom njegove masovne proizvodnje. Tijekom razvojnog razdoblja nastavlja se dizajn i tehnološka dorada novog proizvoda i otklanjanje pogrešaka u tehnologiji njegove proizvodnje.
Razdoblje ovladavanja proizvodnjom novih proizvoda tipično je za uvjete masovne i serijske proizvodnje. U proizvodnji jedne jedinice razvojno razdoblje praktički izostaje, budući da se puštanje novih proizvoda provodi u jedinicama ili u malim serijama.
Razdoblje razvoja novih proizvoda uključuje sljedeće faze:
1. Otklanjanje pogrešaka i fino ugađanje novog dizajna proizvoda. U tom razdoblju događa se značajan broj projektno-tehnoloških promjena koje zahtijevaju ne samo prilagodbe projektne dokumentacije, već i tehnoloških procesa.
2. Uvođenje i otklanjanje pogrešaka u novim tehnološkim procesima, ovladavanje radnika novim tehnološkim operacijama, racionalnim radnim tehnikama i vještinama.
3. Tehnički razvoj podrazumijeva postizanje tehničkih parametara konstrukcije proizvoda, definiranih normama i tehničkim uvjetima.
4. Razvoj proizvodnje je postizanje planiranih obujma proizvodnje uz zadanu kvalitetu i održivost proizvodnje.
5. Gospodarski razvoj je postizanje planiranih ekonomskih pokazatelja troška, dobiti i isplativosti proizvodnje novih proizvoda.
Učinkovitost procesa ažuriranja proizvedenih proizvoda u poduzećima za izgradnju strojeva uvelike je određena racionalnošću odabrane metode prijelaza na proizvodnju novih proizvoda.
Izbor metode prijelaza ovisi o nizu čimbenika:
– razlike u stupnju novosti proizvoda koji se razvijaju i onih koji se ukidaju;
– stupanj pripremljenosti poduzeća za razvoj novih proizvoda;
– vrstu proizvodnje;
– stupanj unifikacije i standardizacije novih proizvoda.
Metode prijelaza na proizvodnju novih proizvoda koje se koriste u strojogradnji razlikuju se prvenstveno u stupnju kombiniranja vremena proizvodnje zamijenjenih i ovladanih proizvoda i dijele se na tri vrste: sekvencijalne, paralelne i paralelno-sekvencijalne.
Sekvencijalna metoda– tranziciju karakterizira činjenica da proizvodnja novih proizvoda počinje nakon potpunog prestanka proizvodnje proizvoda koji se ukidaju. Ovisno o vremenu pauze između završetka proizvodnje „starog“ proizvoda i početka proizvodnje „novog“, razlikuju se opcije prijelaza diskontinuirano-sekvencijalni i kontinuirano-sekvencijalni (sl. 9.3.2. i 9.3. 3.).
Volumen proizvodnje proizvoda;
Planirani obujam proizvodnje proizvoda;
Vrijeme za razvoj novih proizvoda;
Stari raspored izdavanja proizvoda;
Raspored izdavanja novih proizvoda.

S opcijom prijelaza diskontinuirano-sekvencijalno(Sl. 9.3.2.) Zaustavljanje proizvodnje na neko vrijeme koristi se za ponovni razvoj i ugradnju opreme potrebne za puštanje novog proizvoda. S opcijom kontinuiranog-sekvencijalnog prijelaza(Sl. 9.3.3.) Proizvodnja novog proizvoda počinje odmah nakon prestanka proizvodnje starog proizvoda, ali ova opcija zahtijeva dostupnost rezerve ili dodatnog prostora za pripremu za puštanje novih proizvoda u promet.
Nedostatak metode sekvencijalnog prijelaza je smanjenje obujma proizvodnje na nulu tijekom razvoja novih proizvoda.
Paralelna metoda karakterizira postupna zamjena obustavljenih proizvoda novorazvijenim, pri čemu se, istodobno sa smanjenjem obujma proizvodnje starih proizvoda, povećava proizvodnja novih proizvoda (slika 9.3.4.).

Trajanje kombiniranog vremena varira i ovisi o stupnju pripremljenosti poduzeća za puštanje novog proizvoda. Ova metoda se najčešće koristi u strojogradnji, kako u masovnoj tako iu serijskoj proizvodnji.
Glavna prednost metode paralelnog prijelaza u odnosu na sekvencijalni je očuvanje ili blago smanjenje ukupnog obujma proizvodnje.
Paralelno-serijska metoda tranzicija se prilično široko koristi u masovnoj proizvodnji kada se razvijaju novi proizvodi koji se značajno razlikuju po dizajnu od onih koji se ukidaju. Istodobno se u poduzeću stvaraju dodatni kapaciteti (područja) gdje počinje razvoj novog proizvoda - razrađuju se tehnološki procesi, obučavaju se zaposlenici i organizira proizvodnja prvih serija novih proizvoda. U istom razdoblju nastavlja se proizvodnja starih proizvoda. Nakon završetka početnog razdoblja, u glavnoj proizvodnji iu dodatnim područjima radi se kratko zaustavljanje, tijekom kojeg se oprema redizajnira. U ovom slučaju, oprema dodatnih odjeljaka prenosi se u glavne proizvodne radionice. Po završetku ovog posla ubrzano se organizira proizvodnja novih proizvoda (slika 9.3.5.).

Nedostatak ove metode je i gubitak ukupne proizvodnje tijekom razvoja novih proizvoda, iako u manjim količinama nego kod sekvencijalne metode.
Jedan od glavnih smjerova smanjenja vremena i troškova pri prelasku na nove modele proizvoda u suvremenim uvjetima je uvođenje fleksibilne automatizirane proizvodnje, fleksibilne proizvodnje i automatskih linija.
Predavanje 10. Planiranje inovativnih procesa u poduzeću
Tema 10.1. Vrste i sadržaj planova pripreme proizvodnje
Planiranje tehničke pripreme proizvodnje
Poslovni uspjeh na tržištu postiže se kada djeluju proaktivno, predviđajući budućnost i pripremajući se za nju, umjesto da reagiraju naknadno. Priprema za budućnost se vrši kroz planiranje. Planiranje se provodi na temelju podataka marketinških istraživanja, koja odgovaraju na pitanje: koje proizvode treba proizvoditi.
Planiranje uključuje utvrđivanje opsega poslova, određivanje intenziteta rada, određivanje potrebnog broja i sastava radnika, raspodjelu poslova po odjelima i izvođačima, izradu troškovnika za pripremu, određivanje rokova završetka radova, koordiniranje i reguliranje rada i praćenje. napredak njihove provedbe, postizanje ravnomjernog opterećenja jedinica i izvođača.
Izrađuju se sljedeće vrste planova:
obećavajuće,
Općenito,
kalendarski planovi – rasporedi i
operativni.
Obećavajuće planovi se izrađuju za pet godina ili duže razdoblje. Oni daju popis novih proizvoda koje treba razviti za budućnost, prognozirane pokazatelje kvalitete proizvoda, vrijeme pripreme i ukupne troškove.
Općenito planovi se razvijaju za svaku vrstu novog proizvoda za cijelo razdoblje njegove pripreme, s naznakom faza i rada, intenziteta rada ciklusa tehničke obuke, vremenskog rasporeda svake faze i ciklusa i projekta u cjelini.
Kalendar Planovi i rasporedi izrađuju se za godinu po etapama i izvođačima.
Operativno planovi se izrađuju za tekuće razdoblje kvartal, mjesec, dan.
Početni podaci za izradu planova:
popis novih vrsta proizvoda koje treba razviti
utvrđeni rokovi za izradu;
volumetrijski standardi - broj originalnih dijelova, crteža, dokumenata, količina opreme itd.
standardi rada, standardi trajanja ciklusa i faza.
Planiranje inovacijskih procesa sastoji se od izrade planova rada, utvrđivanja potrebnih radnih, materijalnih i financijskih sredstava za izvođenje istraživačko-razvojnog rada.
Glavni zadaci planiranja znanstvenog i tehničkog razvoja:
međusobna koordinacija svih radova na stvaranju nove opreme i uspostavljanje racionalnog slijeda faza;
određivanje ukupnog trajanja radova i osiguranje njihovog završetka u roku;
najbolje korištenje proizvodnih resursa.
Planiranje tehničke pripreme proizvodnje temelji se na proračunima intenziteta rada i trajanja pojedinih faza i faza rada.
Pri planiranju znanstveno-tehničkog razvoja normativnom metodom utvrđuju se, koristeći postojeće standarde intenziteta rada za sve faze i faze, trajanje pojedinih faza i cjelokupnog razvoja u kalendarskim danima, te troškovnik.
Postoje sljedeće vrste standarda:
– intenzitet rada (broj standardnih sati po specifikaciji dijela, montažne jedinice);
– trajanje ciklusa (broj standardnih sati za razvoj faze, faza tehničke pripreme proizvodnje);
– troškovi (rub/specifikacija).
Norme mogu varirati po fazama i fazama rada, po kategorijama novosti i skupinama složenosti dizajniranih proizvoda. Kako bi se proizvodi dodijelili skupini složenosti i kategoriji novosti, sastavljaju se industrijski klasifikatori. Korištenje normativne metode postalo je rašireno u izradi dizajna i tehnološke dokumentacije za proizvod koji se projektira. U nedostatku standarda za individualni rad, intenzitet rada treba odrediti ekspertnim ili eksperimentalnim statističkim metodama.
Složenost rada u fazama tehničke specifikacije, tehničkog prijedloga i idejnog projekta utvrđuje se prema standardima za proizvod u cjelini, ovisno o kategoriji novosti (A, B, C, D) i skupini složenosti (I, II, III, IV) proizvoda.
Za faze tehničkog projekta i radne dokumentacije, intenzitet rada određuje se formulom:
gdje je , broj naziva izvornih dijelova i sklopnih jedinica I. kategorije novosti i I. skupine složenosti;
Norme intenziteta rada za razvoj jednog originalnog dijela i montažne jedinice I. kategorije novosti i I. skupine složenosti, norma sati.
Na temelju utvrđenog intenziteta rada za svaku fazu, trajanje ciklusa faze određuje se u kalendarskim danima:
![]() , (10.1.2.)
, (10.1.2.)
gdje je intenzitet rada th faze, sat;
– koeficijent koji uzima u obzir dodatno vrijeme za odobrenje, izmjene tehničke dokumentacije i druge poslove koji nisu predviđeni normama;
– koeficijent preračunavanja radnih dana u kalendarske dane:
gdje je , broj kalendarskih i radnih dana u planskom razdoblju;
Broj radnika zaposlenih u th fazi;
Dužina radnog dana (smjena), sat;
Stopa usklađenosti za radnike s plaćama po komadu.
Potreban broj radnika može se odrediti formulom:
gdje je stvarni fond vremena jednog zaposlenika za plansko razdoblje, sat.
Utvrđivanje ukupnog trajanja rada ovisi o organizaciji rada, koja se temelji na sekvencijalnom ili paralelno-sekvencijalnom provođenju faza i faza.
Sekvencijalna metoda organizacije rada je da svaka sljedeća faza počinje nakon što je prethodna završena. U ovom slučaju, ukupno trajanje rada u kalendarskim danima određuje se formulom:
![]() , (10.1.5.)
, (10.1.5.)
gdje je trajanje th faze u danima;
Broj faza u razvoju.
Trajanje cjelokupnog razvoja može se smanjiti bilo skraćenjem trajanja pojedinih faza, bilo djelomičnim kombiniranjem vremena njihove provedbe, odnosno paralelno-sekvencijalnim načinom organizacije rada.
Ukupno trajanje rada paralelno-sekvencijalnom metodom određuje se formulom:
![]() , (10.1.6.)
, (10.1.6.)
gdje je minimalna vrijednost trajanja susjednih faza koje se izvode paralelno;
Koeficijent koji uzima u obzir paralelno (simultano) izvođenje susjednih faza ![]() .
.
Troškovi povezani s istraživanjem i razvojem (R&D) uključeni su pri izračunu ekonomske učinkovitosti nove opreme u iznos kapitalnih ulaganja pod općim nazivom “troškovi pretproizvodnje”.
Ukupan iznos za provođenje određenog razvoja naziva se procijenjeni trošak istraživanja i razvoja. Obračunava se prema sljedećim troškovnim stavkama.
1. Materijali, otkupni proizvodi i poluproizvodi nužna za znanstveno istraživanje i proizvodnju prototipova proizvoda. Vrednovaju se po trenutnim veleprodajnim cijenama uključujući troškove prijevoza i nabave, koji iznose 5-10% cijene materijala.
2. Posebna oprema za znanstveni i eksperimentalni rad. Kupnja takve opreme vrši se na teret procijenjenih troškova istraživanja i razvoja u slučajevima kada se koristi za razvoj samo određene teme.
Posebna oprema za razvoj nekoliko tema može se kupiti kapitalnim ulaganjima i uključiti u dugotrajnu imovinu organizacije. Njegov se trošak uzima u obzir u procjeni troškova istraživanja i razvoja u obliku amortizacije prema formuli.
Tržišni uvjeti uvjetuju ubrzani proces stvaranja i razvoja novih proizvoda. Sve faze životnog ciklusa moraju se završiti brzo, uz minimalne gubitke novca i vremena, kako bi se pretekla konkurencija u borbi za tržište prodaje.
Prije razvoja novih proizvoda provodi se tehnološka priprema proizvodnje (TPP), koja je skup međusobno povezanih procesa koji osiguravaju tehnološku spremnost poduzeća za proizvodnju proizvoda potrebne kvalitete u utvrđenom vremenskom roku, obujmu proizvodnje i troškovima. . Sadržaj HGK i djelokrug rada ovise o vrsti proizvodnje, dizajnu i namjeni proizvoda. Rad je reguliran državnim standardima ESTPP-a, koji utvrđuje postupak organiziranja i upravljanja Gospodarskom i industrijskom komorom, osigurava razvoj i široku upotrebu progresivnih tehnoloških procesa, korištenje jedinstvene tehnološke opreme i opreme, sredstava mehanizacije. i automatizacija proizvodnih procesa, inženjering, tehnički i organizacijski i menadžerski rad.
Ovladavanje proizvodnjom novih proizvoda naziva se proizvodni proces njihove proizvodnje, tijekom kojeg se odvija potrebno uklanjanje pogrešaka tehnologije, organizacije i planiranja proizvodnje kako bi se proizveli novi proizvodi u zadanom volumenu, zahtijevane kvalitete i postigli ekonomski pokazatelji dizajna.
Pri određivanju suštine i sadržaja razvoja novih proizvoda treba poći od stava da je razvoj proizvodni proces, početna faza izlaska novih proizvoda.
Bit procesa razvoja novih proizvoda odražava duboke veze i odnose koji nastaju tijekom početnog razdoblja proizvodnje novih modela proizvoda.
Sadržaj razvoja je uređeni skup elemenata i pojava koji tvore proces proizvodnje tijekom ovog razdoblja.
Trebalo bi razlikovati tehnički, industrijski i gospodarski razvoj.
U tehničkom razvoju odnosi se na proces proizvodnje tijekom kojeg proizvodnja dostiže projektnu razinu tehničkih pokazatelja novog proizvoda.
Dizajnerski tehnički parametri novog modela moraju se postići u pilot proizvodnji tijekom pripreme proizvodnje za serijsku, masovnu proizvodnju nove redukcije.
Međutim, tehnički razvoj ponekad se provodi tijekom masovne proizvodnje. Kao rezultat toga, potrošač dobiva proizvode niske kvalitete koji ne zadovoljavaju tehničke specifikacije.
Razvoj proizvodnje počinje puštanjem u promet prvih proizvodnih uzoraka i završava proizvodnjom koja dostiže projektirani kapacitet u smislu broja proizvedenih vozila. Tijekom tog razdoblja proizvodnja se ponovno oprema za sve veći obim proizvodnje.
Uvodi se nova oprema, puštaju u proizvodnju novi kompleksi specijalne opreme, preciziraju i jačaju kooperantski odnosi s dobavljačima materijala i komponenti te s potrošačima sve veće količine proizvoda.
Konsolidiraju se vještine izvođenja operacija od strane glavnih radnika, nadopunjuju se tehnička i organizacijska znanja i radno iskustvo inženjerskih i tehničkih radnika.
Ekonomski razvoj nove proizvode karakterizira postupno smanjenje povećanih troškova rada, materijalnih i financijskih sredstava uzrokovanih razvojem, smanjenje troškova proizvodnje, povećanje produktivnosti rada, profitabilnosti i učinkovitosti proizvodnje. Gospodarski razvoj prestaje kada proizvodnja prema osnovnim ekonomskim pokazateljima dostigne projektiranu razinu. U praksi se možete usredotočiti na dinamiku intenziteta rada i troškove proizvoda.
Gospodarski razvoj, kao i proizvodnja, počinje puštanjem prvih proizvoda. Ekonomski pokazatelji odražavaju stanje i razvoj proizvodnog procesa i dokazuju stupanj spremnosti poduzeća za početak razvoja novog modela.
Što su veće početne vrijednosti intenziteta rada i troškova proizvodnje, to je krivulja razvoja strmija i, naravno, što je duže razdoblje razvoja, to je niža kvaliteta provedbe istraživanja i razvoja, to je poduzeće manje pripremljeno za prijelaz na proizvodnju novi model.
Razvoj se može smatrati završenim tek kada proizvodno-ekonomski pokazatelji dostignu projektiranu razinu. Prvi pokazatelj koji karakterizira dinamiku gospodarskog razvoja treba smatrati radni intenzitet proizvoda. Daje predodžbu o tome jesu li radnici stekli potrebne vještine i jesu li radna mjesta dovoljno opremljena.
Pokazatelj troška novih proizvoda uvjerljivo karakterizira gospodarski razvoj. Dostizanje projektirane razine troškova označava kraj svladavanja proizvodnje modela.
Dodatne informacije o gospodarskom razvoju daje pokazatelj profitabilnosti novih proizvoda.
Treba pratiti i analizirati dinamiku razine profitabilnosti tijekom razdoblja razvoja.
Postoje dvije vrste svladavanja puštanja novih proizvoda. Prvi pogled- ovladavanje izradom istraživačkog proizvoda (ispitivanje proizvoda u pilot proizvodnji - zračne snage). Druga vrsta- razvoj industrijske proizvodnje novih proizvoda (industrijski razvoj). Sastoji se od dosljedne primjene serijske ili masovne proizvodnje novih proizvoda. Vrste razvoja razlikuju se po ciljevima, ciljevima, vremenu i mjestu provedbe.