Prezentácia na lekciu "druhy zvárania" Prezentácia na lekciu na danú tému. Prezentácia "Moja profesia je zvárač" Stiahnite si snímku na tému zváranie
Ak chcete použiť ukážky prezentácií, vytvorte si účet Google a prihláste sa doň: https://accounts.google.com
Popisy snímok:
TECHNOLÓGIA OBUKOVÉHO ZVÁRANIA NEŽELEZNÝCH KOVOV (ZLIATINY)
Hlavné znaky (ťažkosti) zvárania týchto kovov (zliatin) MEĎ A JEJ ZLIATINY 1- Ľahká tvorba oxidu v roztavenom stave; 2 – Tendencia vytvárať horiace trhliny a mikrotrhliny (vodíkový strach z medi); 3 - Zvýšená tekutosť; 4 – Tendencia rastu zrna; 5 – Potreba predhrievania. Hlavné typy zvárania 1. Obaľovaná elektróda vyrobená z medi (zliatiny mosadze, bronzu); 2. Uhlíková elektróda s plniacim drôtom a tavidlom; 3. Ručné zváranie argónovým oblúkom a plazmové zváranie.
Hlavné znaky (ťažkosti) zvárania týchto kovov (zliatin) HLINÍK A JEHO ZLIATINY 1- Tvorba žiaruvzdorného a ťažkého oxidu; 2- Tendencia vytvárať horúce trhliny; 3- Tendencia k zvýšenej pórovitosti, najmä zliatin AMG; 4- Žiaden viditeľný zvarový kúpeľ počas zvárania plynom. Hlavné typy zvárania 1. Obalená elektróda vyrobená z hliníka (zliatiny); 2. Uhlíková elektróda s plniacim drôtom a tavidlom; 3. Ručné zváranie argónovým oblúkom a plazmové zváranie.
Hlavné znaky (ťažkosti) zvárania týchto kovov (zliatin) HORČÍK A JEHO ZLIATINY 1- Tvorba žiaruvzdorného oxidu; 2- Tvorba hrubozrnnej štruktúry; 3- Vzhľad pórov a trhlín. Hlavné typy zvárania 1. Uhlíková elektróda s prídavným drôtom a tavivom; 2. Ručné zváranie argónovým oblúkom a plazmové zváranie.
Hlavné znaky (ťažkosti) zvárania týchto kovov (zliatin) TITÁN A JEHO ZLIATINY 1- Intenzívna absorpcia škodlivých plynov - kyslíka, vodíka a dusíka (žiaruvzdorné zliatiny titánu nestrácajú svoje vlastnosti pri zahriatí na 500...600); 2- prudký pokles plastických vlastností v dôsledku prenikania škodlivých plynov do kovu; 3- Tvorba hrubozrnnej štruktúry; 4- Možnosť studených trhlín. Hlavné typy zvárania 1. Ručné zváranie argónovým oblúkom a plazmové zváranie.
VŠETKY NEŽELEZNÉ KOVY A ZLIATINY VYŽADUJÚ KULTÚRU VYSOKEJ VÝROBY
Čistenie a odmasťovanie plôch Ohrev medených dielov na 150...250 o C Kovanie švov po zváraní
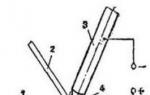
Schéma zvárania výrobkov argónovým oblúkom 1. Volfrám 2. Argónová dýza 3. Dusíková dýza Prívod ochranných plynov do zóny zvárania 1. Bočné 2. Centrálne s jedným koncentrickým prúdením. 3. Centrálny s dvoma sústrednými tokmi.
Schéma argónového oblúkového zvárania výrobkov pomocou zariadení typu prerušovaného kľúča
Schéma argónového oblúkového zvárania výrobkov pomocou zariadení svoriek kontinuálneho typu
Schéma na ochranu prednej a zadnej strany spoja (koreň zvaru) pri zváraní 1. Tupé spoje 2. T-spojky 3. Pri zváraní potrubí 4. Na ochranu vnútornej (zadnej) strany potrubí
Schéma zvárania titánu v komorách a boxoch s kontrolovaným prostredím 1. Komora (box)4 2. Ochranné sklo; 3. Gumové rukavice; 4. Oblúkový zdroj energie (priama polarita); 5. Uzemnenie kamery; 6. výrobok, ktorý sa má zvárať; 7, Oblúkový zvárací horák; 8, prívodné potrubie argónu; 9. Potrubie na odčerpávanie vzduchu z komory.
K téme: metodologický vývoj, prezentácie a poznámky
Program odborného modulu "Zváranie a rezanie dielov z rôznych ocelí, neželezných kovov a ich zliatin, liatiny vo všetkých priestorových polohách."
Program odborného modulu "Zváranie a rezanie dielov z rôznych ocelí, neželezných kovov a ich zliatin, liatiny vo všetkých priestorových polohách" NPO povolaním 150709.02 Zvárač (elektr...
Školiaci program k odbornému modulu "Zváranie a rezanie dielov z rôznych ocelí, neželezných kovov a ich zliatin, liatiny vo všetkých priestorových polohách."
Školiaci program pre odborný modul "Zváranie a rezanie dielov z rôznych ocelí, neželezných kovov a ich zliatin, liatiny vo všetkých priestorových polohách" NPO profesiou 150709.02 ...
Obsah vzdelávacej praxe odborného modulu „Zváranie a rezanie dielov z rôznych ocelí, neželezných kovov a ich zliatin, liatiny vo všetkých priestorových polohách“
Hodnotiaci hárok k odbornému modulu PM 02. ZVÁRANIE A REZANIE SÚČASTÍ Z RÔZNYCH OCELÍ, NEŽELEZNÝCH KOVOV A ICH ZLIATIEN, LIATINY VO VŠETKÝCH PRIESTOROVÝCH POLOHÁCH
Hodnotiaci list k odbornému modulu PM 02. ZVÁRANIE A REZANIE SÚČASTÍ Z RÔZNYCH OCELÍ, NEŽELEZNÝCH KOVOV A ICH ZLIATIEN, LIATIEN VO VŠETKÝCH PRIESTOROVÝCH POLOHÁCH...
1. Zváranie
Zváranie je proces vytvárania trvalých spojení vytváraním medziatómových väzieb medzi spájanými časťami pri ich všeobecnom alebo lokálnom ohreve, plastickej deformácii, ako aj pri kombinovanom pôsobení oboch.
Zváranie kovov – proces získavania trvalých spojení kovových výrobkov v dôsledku síl medziatómovej interakcie.
Zváranie sa používa na spájanie homogénnych a rôznorodých kovov a zliatin, kovov a nekovov (keramika, grafit, sklo a pod.), pri výrobe výrobkov z plastov, hornín, živíc atď.
A.V. Shishkin |
2. Spôsoby zvárania
Autor: kovový stav: topenie, tlak.
Podľa druhu energie: elektrická, chemická, mechanická, žiarenie.
Elektrické: oblúkové, kontaktné, elektrotroskové, indukčné, plazmové.
Chemické (využíva sa teplo chemických reakcií): plyn, termit.
Mechanické: kovanie (kovanie), tlak za studena, trenie, výbuch, ultrazvuk.
Lúč: elektrónový lúč, laser, heliowelding (slnečný lúč).
A.V. Shishkin |

3. Zváranie elektrickým oblúkom
3.1. Benardosova metóda
1 - kov na zváranie;
2 - plniaci drôt;
3 - uhlíková elektróda;
4 - elektrický oblúk;
5 - zvarový bazén
DC oblúk.
Výplňový kov 2 nie je súčasťou zváracieho okruhu.
Pri zmene polarity sa uhlíkový oblúk stáva nestabilným a dochádza k nauhličovaniu kovu.
Použiteľné:
– pri oprave chýb v liatinových a bronzových odliatkoch;
– pri povrchovej úprave opotrebiteľných dielov práškovými tvrdými zliatinami.
Použite uhlíkové alebo grafitové elektródy s priemerom 6-30 mm a 200-300 mm dlhé. V inertnej atmosfére sa zváranie vykonáva pomocou volfrámových elektród s priemerom 1–6 mm.

3.3. Zváranie trojfázovým oblúkom
Používa sa špeciálna elektróda pozostávajúca z dvoch elektricky izolovaných tyčí potiahnutých spoločným povlakom. Jedna fáza sa dodáva do každej tyče a tretia sa dodáva do časti.
Oblúk je vzrušený medzi každou elektródou a produktom a medzi elektródami - tri oblúky.
Zvýši sa stabilita horenia oblúka, zlepší sa stupeň využitia tepla oblúka a zníži sa napätie naprázdno.
Používa sa predovšetkým na automatické zváranie hrubých kovov.
A.V. Shishkin |

3.4. Metódy oblúkového zvárania
A.V. Shishkin |

3.5. Vlastnosti oblúka
Stĺpec oblúka je obklopený aureolou horúcich pár elektródy a zváraných kovov a produktov reakcie týchto pár s okolitým plynným médiom.
Charakteristika elektrického oblúka statického prúdu a napätia má tri oblasti: klesajúci (nízka stabilita), tvrdý (najpoužívanejší) a stúpajúci (automatické zváranie pod tavivom, v ochranných plynoch).
Stabilným bodom na udržanie oblúka je bod A a zvýšenie strmosti „ponoru“ v charakteristikách zváracieho transformátora vedie k ešte väčšej stabilizácii oblúka.
Teplo oblúka sa spotrebuje: 50 % na ohrev produktu, 30 % na ohrev elektródy, 20 % na straty.
Teplo oblúka sa uvoľňuje na anóde - 42-43%, katóda - 36-38%, v oblúkovom stĺpci - 20-21%.
A.V. Shishkin |
3.6. Elektródy na oblúkové zváranie
Spotrebné elektródy používané pri zváraní elektrickým oblúkom sú kovové tyče určitých veľkostí a chemického zloženia, ktoré slúžia ako vodič elektrického prúdu a ako prídavný kov. Sú potiahnuté na ochranu zváracej zóny pred atmosférickým vzduchom, deoxidáciou a legovaním naneseného kovu, ako aj na stabilizáciu oblúkového výboja.
Zloženie elektródových povlakov by malo zahŕňať tieto materiály:
Troskotvorné na vytvorenie troskového krytu, ktorý chráni roztavený kov pred atmosférickým vzduchom. Trosky vznikajúce v dôsledku tavenia týchto materiálov sú prostredím, v ktorom prebiehajú metalurgické procesy a zároveň sa na nich samy aktívne podieľajú. Najčastejšie používané troskotvorné materiály sú: mangánová ruda (MnO), hematit (Fe2 O3), žula (SiO2 +...), mramor (CaCO3), kremeň
(SiO2), rutil (TiO2) atď. Na výrobu tekutiny z trosky musí obsahovať tavivá (tavivá),
poskytujúce optimálnu hodnotu viskozity trosky v určitom teplotnom rozsahu. Krátke (základné) trosky s požadovanou teplotou mäknutia a rozsahom tavenia vznikajú zavedením kazivca (CaF2), rúd obsahujúcich titán, živca atď. do povlaku elektródy.
Plynotvorné činidlá na vytvorenie plynovej ochrany zváracej zóny pred atmosférickým vzduchom, napríklad organické látky (škrob, dextrín, celulóza atď.), minerály, ktoré sa pri zahrievaní disociujú za vzniku plynov (mramor, magnezit atď.).
Deoxidačné činidlá - ferosilícium, ferotitan, feromangán, menej často - ferohliník. Pre difúznu dezoxidáciu sa zloženie povlaku volí tak, že oxid železa vstupujúci do trosky sa viaže na silikáty alebo titanity a tým prispieva k kontinuálnemu prechodu FeO z kovu kúpeľa do trosky.
Legovacími činidlami sú ferozliatiny, niekedy čisté kovy.
Stabilizácia obsahujú prvky s nízkym ionizačným potenciálom (Ca, K, Na atď.) a znižujú efektívny ionizačný potenciál. Stabilizačné materiály sú krieda, mramor, potaš, živec atď.
Cementové nátery na lepenie (tekuté sklo).
Formovacie prísady dodávajú náterovej hmote lepšie krycie vlastnosti (bentonit, niekedy kaolín, dextrín atď.).
A.V. Shishkin |

3.7. Zváranie v ochrannej atmosfére plynu
Na ochranu roztaveného kovu pred oxidačným pôsobením vzduchu (O 2, N2) sa cez trysku horáka privádza kontinuálny prúd ochranného plynu: inertný (Ar, He) alebo aktívny (CO2, H2, N2, para H2O, Ar+O2, Ar+N2, CO2 +O2).
Tig zváranie sa vykonáva s netaviteľnými (zvyčajne W + prídavný drôt) a tavnými elektródami (automatické alebo poloautomatické metódy).
Poloautomatické zváranie oxidom uhličitým má vysokú produktivitu a nízke náklady. CO 2 CO + O. Na neutralizáciu sa používa zvárací drôt s vysokým obsahom Mn a Si.
1 – elektróda; 2 – náustok; 3 – ochranný plyn; 4 – elektrický oblúk; 5 – uložený kov; 6 – detail
A.V. Shishkin |
Snímka 2
Existuje taká profesia - „zvárač“
Jedným z unikátnych spôsobov spájania materiálov je zváranie.
Snímka 3
- Zvárač je zodpovedné, virtuózne povolanie!
- Trvanlivosť a stabilita stavebných konštrukcií, prevádzka a životnosť rôznych zariadení závisí od kvality práce zvárača.
Snímka 4
Toto je najlepšia profesia
- Zvárač sa vyznačuje vytrvalosťou, obratnosťou a flexibilitou pohybov rúk, nôh a celého tela.
- Zváranie je základnou súčasťou procesu tvorby mnohých vecí, ktoré vidíme v každodennom živote, vrátane áut, budov, mostov a ďalších.
- V podmienkach všeobecného nedostatku pracovného personálu má povolanie zvárač osobitný význam: zváracie práce sú potrebné takmer v každej výrobe
- Zváranie - zvyčajne sa používa na spájanie kovov, ich zliatin alebo termoplastov, ako aj v medicíne.
- Mladých majstrov je veľmi málo. Preto sú platy zváračov vysoké.
Snímka 5
Špecializácie
- plynová zváračka
- obsluha zváracích automatov
- ručná oblúková zváračka
Snímka 6
Plusy profesie
- Prestíž a vysoký dopyt na trhu práce, ako vo verejnom sektore ekonomiky, tak aj v súkromnom sektore.
- Mladí špecialisti, ktorí práve skončili vysokú školu, si nebudú musieť dlho hľadať prácu – tá si ich nájde sama.
- Bez skúseností sú zvárači ochotní najímať bytové a komunálne služby, súkromné organizácie a odvetvia služieb.
- So získaním skúseností sú poverení zodpovednejšími úlohami a prácami v priemysle, na stavbách a podľa toho sa im zvyšujú platy.
Snímka 7
Profesia zvárača je nenahraditeľná
- na stavenisku
- v továrňach na výrobu strojov
- pri stavbe námorných a riečnych plavidiel veľkých tonáží, automobilov, vysokotlakových kotlov, mostových žeriavov, nádrží, potrubí atď.
- vo verejných službách
Snímka 8
Valerij Nikolajevič Kubasov
- Kozmonaut (prvý let: od 11. októbra do 16. októbra 1969 ako palubný inžinier kozmickej lode Sojuz-6). Počas letu sa po prvýkrát na svete uskutočnili experimenty s vykonávaním zváracích prác vo vesmíre pomocou zariadenia vyvinutého v Electric Welding Institute pomenovanom po ňom. B.E. Paton.
- V súčasnosti siaha rozsah aplikácií zváracích technológií od zvárania pod vodou až po zváranie v priestore.
Snímka 9
Návrhy na súkromné použitie.
Snímka 10
Vyrobené so zváranými spojmi
Ak sa stanete profesionálnym zváračom, môžete vytvoriť krásu.
Snímka 11
- Zváranie je vynikajúcim objavom ruských vynálezcov.
- Elektrický oblúk prvýkrát objavil v roku 1802 V.V.Petrov, profesor fyziky na Petrohradskej lekárskej a chirurgickej akadémii. V roku 1882 ruský vynálezca N.I.Benardos ako prvý na svete použil na spájanie kovov elektrický oblúk.
- Odvtedy sa metódy zvárania zdokonaľovali a vyvíjali: laserové, elektronické, lúčové, drôtové, vo vesmíre.
- Práca zvárača je veľmi bežná vo všetkých odvetviach národného hospodárstva (stavebníctvo, strojárstvo, stavba lodí a mostov atď.).
Snímka 12
Vynálezcovia
- Nikolaj Nikolajevič Benardos. Ruský vynálezca, tvorca zvárania elektrickým oblúkom (1881).
- Nikolaj Gavrilovič Slavjanov. Ruský metalurgický inžinier a vynálezca. V roku 1888 vyvinul metódu zvárania kovovou elektródou a prvýkrát na svete uviedol do praxe oblúkové zváranie kovovou (spotrebnou) elektródou pod vrstvou taviva.
Snímka 13
- Luka Ivanovič Borchaninov. Pracovník v závode Motovilikha, jedného z prvých zváračov v Rusku. Podieľal sa na stavbe najväčšieho parníka v Rusku a Európe, kde sa prvýkrát v histórii stavby lodí použilo zváranie namiesto nitovania.
- Boris Jevgenievič Paton. Sovietsky vedec v oblasti metalurgie, technológie kovov, zvárania, profesor, doktor technických vied
Klasifikácia ZVÁRANIE KOVOV
TYPY ZVÁRANÍ delenie podľa fyzikálnych vlastností
TAVENIE (fyzikálny proces) - Oblúk - Plyn - Plazma - Elektrotroska - Elektrónový lúč - Laser - Svetlo - Termit a iné
POMOCOU TLAKU (fyzikálno-mechanický proces) - Kontakt - Difúzia - Kontakt na tupo - Vysokofrekvenčné - Oblúkové lisovanie - Plynové lisovanie - Lisovanie trosky a iné
TLAK (mechanický proces) - Studený - Výbuch - Ultrazvuk - Trenie - Magnetický impulz a iné
OBLÚKOVÉ ZVÁRANIE - Podľa typu elektródy a použitia prídavného drôtu - Podľa typu oblúka a stupňa jeho ponorenia do zvarového kúpeľa - Podľa druhu zváracieho prúdu, jeho frekvencie a polarity - Prítomnosti vonkajšieho vplyvu na vytvorením zvaru - počtom oblúkov so samostatným prívodom prúdu - počtom elektród so spoločným prívodom zváracieho prúdu - prítomnosťou a smerom kmitov elektródy voči osi zvaru - typom zvaru ochranný plyn a charakter ochrany kovu v zóne zvárania - Podľa plynulosti zváracieho procesu - Podľa stupňa mechanizácie zváracieho procesu, rozdelenie podľa technických a technologických charakteristík
Ručné oblúkové zváranie
1- priamy zvárací pohon 2 – držiak elektródy 3 – obalená elektróda 4 – kovová tyč elektródy 5 – kryt elektródy 6 – tekuté kvapky roztavenej elektródy 7 – elektrický zvárací oblúk 8 – ochranný plyn 9 – tekutá troska (troskový kúpeľ) 10 – trosková kôra 11 - Tavený kov 12 - Základný kov 13 - Zvarový kúpeľ 14 - Zvárací spätný drôt Krytá elektróda (spotrebný kov)
Uhlíková (nespotrebovateľná) elektróda 1 – uhlíková elektróda 2 – katódový bod 3 – stĺpec oblúkového plynu 4 – anódový bod (kráter) 5 – okraje dielov, ktoré sa majú zvárať
Ručné argónové oblúkové zváranie nekonzumovateľnou (volfrámovou) elektródou
Princíp činnosti 1. Oblúkový zdroj jednosmerného a striedavého prúdu 2. Priamy zvárací drôt 3. Volfrámová tryska (klieština) 4. Telo horáka na oblúkové zváranie 5. Tryska horáka 6. Elektrický (zvárací) oblúk 7. Prúd ochranného inertného plynu ( argón, hélium, ich nečistoty) 8. Prídavný drôt 9. Zvarový kúpeľ 10. Zvarový kov 11. Základný kov 12. Spätný zvárací drôt
Elektrické schémy staníc pre ručné argónové zváranie Na jednosmerný prúd 1. Zvárací generátor 2. Ampérmeter 3. Voltmeter 4. Priamy zvárací drôt 5. Predradný reostat 6. Horák na oblúkové zváranie 7. Prietokomer (rotameter) 8. Redukčný plyn 9 Argónový valec (hélium) 10. Uzemnenie stola (produkt) 11. Základný kov (produkt) 12. Spätný zvárací drôt
Elektrické schémy staníc pre ručné argónové zváranie Na striedavý prúd 1. Zvárací transformátor 2. Oscilátor 3. Uzemnenie
Špecializované zariadenia na zváranie argónom (TIR, UDG, IPP, AP, GID atď.)
RUČNÉ PLAZMOVÉ ZVÁRANIE
Plazmový horák 1. Základný kov (produkt) 2. Zvarový kúpeľ 3. Stlačený oblúk (prúd) 4. Ochranný plyn 5. Ochranná tryska horáka 6. Pracovná tryska horáka 7. Pilotný nízkoampérový oblúk (pomocný) 8. Telo horáka pre plazmové zváranie 9. Pracovná ionizačná komora 10. Volfrámová (zirkónová) elektróda 11. Vodivý náustok (klieština) 12. Ovládacie zariadenie 13. Oscilátor 14. Zdroj elektrického oblúka 15. Reostat na zmenu sily prúdu v oblúku
Schémy procesov plazmového zvárania Stlačený priamy oblúk Stlačený nepriamy oblúk (plazmový prúd)