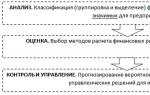
Lean system (Lean production). Visualization is a creative way to apply Lean Which of the following is a visualization tool
The article will tell you what it is Operational Control Screen and is it needed in your department? You will also learn how to create a screen yourself and learn how to make it truly useful for both you and your employees. And to help you, we have prepared several examples of real screens, which you can download after registering on the site.
To begin with, let's conduct express testing. Please tick the statements with which you agree:
- Employees regularly contact you to agree on days off and vacation days, and together with him you find out whether all his partners on different projects will support their work on these days;
- you usually assign “urgent” tasks to the same employees on the principle that they will definitely cope, and are not guided by the objective workload of the staff;
- There are people in the team who are always dissatisfied with their large amount of work;
- When a new project appears, you have to gather a team and find out the current state of affairs from everyone in order to decide who to assign the new task.
If you checked at least one item, it means You can’t do without visual management of the department’s work !
Vision boards serve as a common information sharing tool and help ensure compliance. , performing work according to schedule and without errors. we were just talking about visualizing the process as an effective way to deal with errors.
Today we will touch on the topic of organization department work planning. For this purpose, we recommend using the operational control screen.
OPERATIONAL MANAGEMENT - management of current events, including operational planning, operational accounting, operational control.
Dictionary “Borisov A.B. Large economic dictionary. - M.: Book World, 2003. - 895 p.”
Operational Control Screen – simple and at the same time powerful tool for organizing and planning work in the department in a visual and easy-to-understand form.
The screen will help you, as a manager, resolve the following issues:
1 – visualize loading each employee;
2 — distribute correctly newly emerging tasks between staff;
3 – inform all employees of the department about work plans and the workload of others;
4 – promptly pick up stuck questions in case of unplanned absence (for example, sick leave);
5 – organize planning for the future y, and not just extinguish “burning” matters;
6 - provide control for the implementation of assigned tasks;
7 - create favorable atmosphere a team.
Don't forget to leave your comments and suggestions at the bottom of the page.
3.5. Visualization (from Latin visualis - visual)
Visualization is any means of communicating how work should be done. This is such an arrangement of tools, parts, containers and other indicators of the state of production, in which everyone can understand at first glance the state of the system - the norm or deviation.
The most commonly used imaging methods are:
Outlining
Color coding
Road sign method
Paint marking
“It was” - “it became”
Graphic work instructions
Outlining is a good way to show where tools and assembly fixtures should be stored. To outline means to outline the assembly fixtures and tools where they are to be permanently stored. When you want to return the tool to its place, the outline will show you where to store this tool.
Rack for storing tools (ShCh-15, East Siberian Railway)
Color coding indicates what specific parts, tools, devices and equipment are used for Press forms. For example, if some parts are needed in the production of a certain product, they can be painted the same color and be stored in a storage area painted in the same color.

Road sign method - uses the principle of pointing to objects in front of you (WHAT, WHERE and in what QUANTITY). There are three main types of such signs:
pointers on objects indicating where objects should be;
signs in places indicating exactly what items should be there;
quantity indicators that tell you how many items should be in a location.

“It was” - “It became”
The image of the workplace/area/shop “before” and “after” the changes clearly demonstrates the changes that have occurred, increases the motivation of workers and supports the new standard.
East Siberian Railway, ShCh-5
Paint marking is a technique used to highlight the location of something on the floor or in aisles.
Paint markings are used to mark dividing lines between work areas or transport passages.

Application of paint marking on the auto-braking section (TChR-18 East Siberian TR)

Graphic work instructions describe work operations and quality requirements at each workplace in the simplest and most visual form possible. Graphic work instructions are located directly at the workplace and standardize the optimal way to perform work, ensuring universalization of workers and compliance with standards.
Results of implementing visualization:
the ability to significantly simplify work, save time, energy and money;
providing information about the planned indicators that need to be achieved, the availability of materials necessary for the work and the location of certain works;
increase in productivity;
assistance to the manager in determining the state of the process, in identifying bottlenecks in production processes and operations, and the ability to quickly take corrective measures;
training and transfer of experience are simplified.
Lean manufacturing is an effective and affordable method for increasing operational efficiency. Everyone is familiar with the system when everyone is working, everyone is busy, and labor productivity is very low precisely because of the loss of time on various types of searches and unmotivated work. Irritation in such situations reduces work efficiency even more. The introduction of lean production puts things in order, first of all, in our heads, and teaches us to think systematically, step by step. This scheme is then projected onto the workplace, where order is restored and the work culture improves. And as a result, a streamlined process facilitates the daily work of employees and increases the efficiency of production processes. For this purpose, we began to introduce lean manufacturing technologies.
3.6. Kanban.
The term Kanban has a literal translation: “Kan” means visible, visual, and “ban” means card or board.
In factories, Kanban cards are used everywhere to avoid cluttering warehouses and work areas with pre-created spare parts. For example, imagine you are installing doors. You have a pack of 10 doors near your workplace. You put them one after another on new cars and when there are 5 doors left in the pack, then you know that it’s time to order new doors. You take a Kanban card, write an order for 10 doors on it, and give it to the person who makes the doors. You know that he will make them just in time for you to run out of the remaining 5 doors. And that's exactly what happens - when you install the last door, a pack of 10 new doors arrives. And this happens all the time - you order new doors only when you need them. Now imagine that such a system operates throughout the entire plant. There are no warehouses anywhere where spare parts sit for weeks and months. Everyone works only on request and produces exactly as many spare parts as requested. If suddenly there are more or fewer orders, the system itself easily adapts to the changes.
3.7. SMED – Rapid equipment changeover.
reduce the time of equipment setup and changeover operations to ten minutes. This system was originally developed to optimize
3.8. Just-In-Time - exactly on time.
A method of organizing production in which the movement of workpieces and parts during production is carefully planned in time - so that at each stage of the process the next (usually small) batch arrives for processing exactly at the moment when the previous batch is completed. The result is a system with no workpieces or parts waiting to be processed, or idle workers or equipment waiting for items to be processed.

4. Improvement projects of the finalists of the competition “Best division in the project “Lean Production at JSC Russian Railways” in 2011.
Oktyabrskaya Railway, ShCh-16
Organization of the process of repairing floor equipment in workshops after the implementation of the project
1. "5S".
The most popular and well-known lean manufacturing tool aimed at organizing the workplace.
5S- these are five specific principles, the observance of which allows you to avoid losses in every workplace. First of all, we are talking about losses associated with an employee’s search for the necessary tools, materials, documents or parts.
 Sort and remove everything unnecessary
Sort and remove everything unnecessary
2. Spaghetti diagram.
This traffic pattern details (product/information/document) along its value stream. Allows you to evaluate exactly what path the product has to go through in order to turn into the final value for the client. Why Spaghetti? Try to draw a diagram of the movement of one part in your enterprise and you will see the chaos that will be depicted in the diagram.
3. Quick changeover (SMED).
This is a whole set of techniques aimed at speeding up the equipment changeover procedure. A properly built SMED system allows you to produce a wide range of goods within one shift, reduce the volume of production batches and thus reduce the amount of stored inventory. Plus, the waiting time for goods in their production line is reduced.
4. Andon.
This media process participants about emerging problems or the current state of the process. Most often, these are some kind of signaling devices that signal the occurrence of problems or errors. Allows you to reduce losses from defects.
5. Zoning.
This allocation of specific zones in areas (in the office) with various functional tasks. Designation of these zones, as well as identification of the tools and materials used in each zone. Allows you to avoid losses associated with the “uncontrolled” movement of tools and material between areas and its search by employees.
6. Kanban.
Literally means card, which is attached to the container to identify it and designate the goods/tools stored in it. In fact, this is a separate identification system for transported materials.
7. Value stream map.
 Stages and visualization of the “movement” of goods through production processes
Stages and visualization of the “movement” of goods through production processes
8. Poka-Yoke.
« Fool proof", that is tool, less commonly a method that allows you to avoid human errors at work. For example, creating such sockets for wires that will not allow you to “put” the wrong wire into the wrong socket.
9. “5 Why?”
The tool with which you can find out the real reasons problems or mistakes made. The idea is that to find the true reason, you need to ask the question “Why” at least 5 times.
Lean manufacturing
The concept of Lean Manufacturing is based on the Toyota production system, known by the abbreviation TPS (Toyota Production System). After the Second World War, Toyota used the principle of “flow production” proposed by Henry Ford and supplemented it with many ideas, tools and methods from the field of quality and logistics , production planning, motivation and leadership. As a result, despite the shortage of labor and financial resources, Toyota was able to offer higher quality products at a lower cost than its competitors.1. Muda losses. To increase the value added during the production process, the following types of losses are distinguished. Muda - "waste" - everything that wastes resources, but does not add value. Lean manufacturing identifies seven types of muda:
- · Overproduction (producing items that no one wants; producing more of a product earlier or faster than what is needed in the next step in the process).
- · Inventories (any excess supply of products into the production process, be it raw materials, semi-finished products or finished products)
- · Overprocessing (effort that does not add value to the product/service from the consumer's point of view)
- Waste movement (any movement of people, tools or equipment that does not add value to the final product or service)
- · Defects and rejects (products requiring inspection, sorting, disposal, downgrading, replacement or repair).
- · Waiting (interruptions in work associated with waiting for people, materials, equipment or information)
- · Transportation (transportation of parts or materials within the enterprise)
- 2. Pull-line production. Pull production is a production organization scheme in which production volumes at each production stage are determined solely by the needs of subsequent stages (ultimately by the needs of the customer). The ideal is a “single piece flow,” i.e., the upstream supplier (or internal supplier) produces nothing until the downstream consumer (or internal customer) will not inform him about this. Thus, each subsequent operation “pulls” products from the previous one. This way of organizing work is also closely related to line balancing and flow synchronization.3. KANBAN is a Japanese word meaning "signal" or "card". This system is based on the Just-in-Time system - delivery of the required products in the required quantity at the required time - serves for operational production management. The essence of the system is that all production areas of the enterprise, including final assembly lines, are supplied strictly on schedule with exactly the amount of raw materials that is really necessary for the rhythmic production of a precisely defined volume of products. The means for transmitting an order for the delivery of a certain number of specific products is a signal label in the form of a special card in a plastic envelope. In this case, selection cards and a production order card are used.
- 4. The 5C system is a technology for creating an effective workplace. Under this designation the system of establishing order, cleanliness and strengthening discipline is known. The 5C system includes five interrelated principles for organizing the workplace. The Japanese name for each of these principles begins with the letter "S". Translated into Russian - sorting, rational arrangement, cleaning, standardization, improvement. Principles:
- 1. SORTING: separate necessary items - tools, parts, materials, documents - from unnecessary ones in order to remove the latter.
- 2. RATIONAL ARRANGEMENT: rationally arrange what is left, place each item in its place.
- 3. CLEANING: Maintain cleanliness and order.
- 4. STANDARDIZATION: Maintain accuracy by regularly performing the first three S's.
- 5. IMPROVEMENT: making established procedures a habit and improving them. (to table of contents)
- 5. Quick changeover (SMED -- Single Minute Exchange of Die) SMED literally translates as “Die change in 1 minute.” The concept was developed by Japanese author Shigeo Shingo and revolutionized changeover and retooling approaches. As a result of the implementation of the SMED system, changing any tool and readjusting can be done in just a few minutes or even seconds, “with one touch” (“OTED” concept - “One Touch Exchange of Dies”). As a result of numerous statistical studies, it was found that the time for carrying out various operations during the changeover process is distributed as follows: preparation of materials, dies, fixtures, etc. - 30% securing and removing dies and tools - 5% centering and placement of tools -- 15% trial processing and adjustment -- 50%. As a result, the following principles were formulated to reduce changeover time by tens and even hundreds of times: separation of internal and external adjustment operations, transformation of internal actions into external ones, use of functional clamps or complete elimination fasteners, use of additional devices..
- 6. TPM (Total Productive Maintenance) system - Total maintenance of equipment, mainly serves to improve the quality of equipment, focused on maximum efficient use thanks to a comprehensive preventive maintenance system. The emphasis of this system is on prevention and early detection of equipment defects that can lead to more serious problems. TRM involves operators and repairmen, who together ensure increased equipment reliability. The basis of TPM is the establishment of a schedule for preventive maintenance, lubrication, cleaning and general inspection. This ensures an increase in such an indicator as Overall Equipment Effectiveness (OEE).
- 7. JIT system (Just-In-Time - exactly on time). It is a materials management system in manufacturing in which components from a previous operation (or from an external supplier) are delivered exactly when they are needed, but not before. This system leads to a sharp reduction in the volume of work in progress, materials and finished goods in warehouses. A just-in-time system involves a specific approach to selecting and evaluating suppliers, based on working with a narrow range of suppliers selected for their ability to guarantee just-in-time delivery of high-quality components. At the same time, the number of suppliers is reduced by two or more times, and long-term economic relations are established with the remaining suppliers.8. Visualization is any means of communicating how work should be done. This is such an arrangement of tools, parts, containers and other indicators of the state of production, in which everyone at first glance can understand the state of the system - the norm or deviation. The most commonly used imaging methods are:
- Contouring
- · Color coding
- Road sign method
- · Paint marking
- “it was - it became”
- · Graphic work instructions
Outlining is a good way to show where tools and assembly fixtures should be stored. To delineate means to outline the assembly fixtures and tools where they are to be permanently stored. When you want to return the tool to its place, the outline will show you where to store this tool.
Color coding indicates what specific parts, tools, fixtures and molds are used for. For example, if some parts are needed in the production of a particular product, they can be painted the same color and be stored in a storage area painted the same color.
The road sign method uses the principle of indicating objects in front of you (WHAT, WHERE and in what QUANTITY). There are three main types of such signs: pointers on objects, indicating where objects should be; signs in places indicating exactly what items should be there; quantity indicators that tell you how many items should be in a location.
Paint marking is a technique used to highlight the location of something on the floor or in aisles. .Paint markings are used to mark dividing lines between work areas or transport passages.
“It was” - “It became.” The image of the workplace/area/shop “before” and “after” the changes clearly demonstrates the changes that have occurred, increases the motivation of workers and supports the new standard. Graphic work instructions describe work operations and quality requirements at each workplace in as simple and visual a form as possible. Graphic work instructions are located directly at the workplace and standardize the optimal way to perform work, ensuring universalization of workers and compliance with standards. 9. U-shaped cells. The arrangement of the equipment is in the shape of the Latin letter “U”. In a U-shaped cell, the machines are arranged in a horseshoe shape according to the sequence of operations. With this equipment arrangement, the final processing stage occurs in close proximity to the initial stage, so the operator does not have to walk far to begin the next production cycle.
Table. 3 The general model of a production system built on Lean principles is shown in the figure
|
||||
|
equipment management Autonomous service |
Thread management Alignment Pull Fast changeover |
People and teamwork Selection and general goals Staff involvement and delegation of authority Related professions Problem solving is ongoing. committed "Why" - root causes |
Quality control Built-in quality in the workplace Automatic stop Release man from machine Warning errors (“Bye-eke”) |
Service management Flexible work teams Process Improvement Self-organization Office productivity management |
GOST R 56907-2016
Group T59
NATIONAL STANDARD OF THE RUSSIAN FEDERATION
LEAN
Visualization
Lean Production. Visualization
OKS 03.120.10
OKSTU 0025
Date of introduction 2016-10-01
Preface
Preface
1 DEVELOPED by the Federal State Budgetary Educational Institution of Higher Education "Moscow Automobile and Highway State Technical University (MADI)" together with a working group consisting of: FSBEI HPE "ASU", ANO "Academy of Management", OJSC "Amur Shipbuilding Plant", LLC "BaltSpetsSplav" ", Russian Helicopters JSC, Vyksa Metallurgical Plant JSC, Gazpromneft-snabzhenie LLC, KnAF Sukhoi Civil Aircraft JSC, IL JSC, Irkut Corporation JSC, Kazan National Research Technical University named after. A.N.Tupoleva-KAI" (KNRTU-KAI), KAMAZ OJSC, LinSoft LLC, Sukhoi Company PJSC, Lada-Image JSC, Ministry of Industry and Trade of the Republic of Tatarstan, National Management Systems LLC ", OJSC "NLMK", PJSC "Research and Production Corporation "United Carriage Company" (PJSC "NPK UWC"), OJSC "Baltic Shipbuilding Plant "Yantar"", PJSC "UAC"; GC "Orgprom", LLC "PenzTISIZ", State Atomic Energy Corporation "Rosatom", JSC "Russian Railways", JSC "RSK "MiG", MOO "Union of the Thrifty", CJSC "Center "Priority", Udmurt State University, JSC " Cherkizovsky MPZ"
2 INTRODUCED by the Technical Committee for Standardization TC 076 "Management Systems"
3 APPROVED AND ENTERED INTO EFFECT by Order of the Federal Agency for Technical Regulation and Metrology dated March 31, 2016 N 232-st
4 INTRODUCED FOR THE FIRST TIME
5 REPUBLICATION. May 2017
The rules for the application of this standard are established in Article 26 of the Federal Law of June 29, 2015 N 162-FZ "On Standardization in the Russian Federation" . Information about changes to this standard is published in the annual (as of January 1 of the current year) information index "National Standards", and the official text of changes and amendments is published in the monthly information index "National Standards". In case of revision (replacement) or cancellation of this standard, the corresponding notice will be published in the next issue of the monthly information index "National Standards". Relevant information, notices and texts are also posted in the public information system - on the official website of the Federal Agency for Technical Regulation and Metrology on the Internet (www.gost.ru)
Introduction
This standard was developed on the basis of the best experience accumulated by organizations of the Russian Federation and taking into account the best world practice in the use of visualization - the lean manufacturing method (hereinafter referred to as LP).
This standard is designed for use in any organization that has decided to improve performance through the use of visualization.
This standard was developed using the regulatory framework GOST R 56020 and GOST R 56407.
1 area of use
This standard is intended for use in lean manufacturing management systems and other management systems and is applicable to all organizations, regardless of their size, form of ownership and type of activity.
This standard is a guide to the use of a visualization method based on recommended BP principles in accordance with GOST R 56407.
2 Normative references
This standard uses normative references to the following standards:
GOST R 56020-2014 Lean manufacturing. Fundamentals and Vocabulary
GOST R 56407-2015 Lean manufacturing. Basic methods and tools
GOST R 12.4.026-2001 System of occupational safety standards. Signal colors, safety signs and signal markings. Purpose and rules of use. General technical requirements and characteristics
GOST R 56906-2016 Lean manufacturing. Workspace organization (5S)
Note - When using this standard, it is advisable to check the validity of reference standards and classifiers in the public information system - on the official website of the Federal Agency for Technical Regulation and Metrology on the Internet or using the annual information index "National Standards", which was published as of January 1 of the current year, and according to the releases of the monthly information index "National Standards" for the current year. If an undated reference standard is replaced, it is recommended that the current version of that standard be used, taking into account any changes made to that version. If a dated reference standard is replaced, it is recommended to use the version of that standard with the year of approval (adoption) indicated above. If, after the approval of this standard, a change is made to the referenced standard to which a dated reference is made that affects the provision referred to, it is recommended that that provision be applied without regard to that change. If the reference standard is canceled without replacement, then the provision in which a reference to it is given is recommended to be applied in the part that does not affect this reference.
3 Terms and definitions
This standard uses terms according to GOST R 56020 and GOST R 56407, as well as the following term* with the corresponding definition:
_______________
* The text of the document corresponds to the original. - Database manufacturer's note.
3.3 visualization method (visualization method): A systematized set of actions for visualizing objects.
4 Basic provisions
4.1 Purpose and objectives of visualization
The visualization method is used in an organization for the purpose of presenting information in a visual form (drawing, photograph, graph, chart, diagram, table, map, etc.) and bringing it to the attention of personnel in real time to analyze the current state and make reasonable and objective decisions.
The objectives of the visualization method are:
1) visual presentation of information to analyze the current state of production processes;
2) ensuring the required level of security;
3) creating conditions for making informed and prompt decisions;
4) creating conditions for a quick response to problems;
5) quick search and detection of deviations during operations or production processes.
4.2 Applications
The organization must define the objects to apply the visualization method.
Objects of application of the visualization method should be considered at each level of the value stream in accordance with GOST R 56020:
- interorganizational level;
- level of organization;
- process level;
- level of operations.
The objects of application of the visualization method can be:
1) personnel;
2) workplace;
3) workspace;
4) organizational processes;
5) infrastructure;
6) information flows;
7) value stream;
8) and others.
4.3 Liability
Senior management is responsible for the effectiveness and efficiency of the visualization method and ensures its implementation at all levels in the organization.
4.3.1 Top management should assign responsibility for ensuring the effectiveness and efficiency of the application of the imaging technique.
4.4 Resources
The organization must ensure the implementation of the visualization method with the necessary time, labor, financial and material resources.
4.5 Personnel competencies
The organization must determine the competencies of personnel implementing the visualization method, including:
1) knowledge of the visualization method and its graphical tools, the main documents in the organization for the implementation of the visualization method, the possibilities of using this method, best practices in the field of visualization;
2) the ability to visualize objects and information in accordance with the requirements, apply effective methods of control and improvement of the method;
3) have the skills to work independently in implementing the visualization method and the skills to learn how to use it.
5 Requirements for the visualization method
Methods and tools of the visualization method must provide each employee with the opportunity to instantly obtain objective information, assess the state of processes and visualization objects in accordance with GOST R 56906.
To reduce the risk of unreliable information, the organization must determine:
- format and methods of presentation.
5.1 Render Method Objects
The objects of the visualization method should be considered for:
1) personnel: profession, qualifications, competencies, technological and actual arrangement, actual attendance, motivation, labor safety and others;
2) workplace: equipment, tools, fixtures, documentation, materials, components, work in progress, finished products, non-conforming products, raw materials, containers, etc. in accordance with GOST R 56906;
3) work space: buildings and structures, production areas, office and specialized premises, territories, driveways, passages and others;
4) organizational processes: process operations, organizational procedures, routines, regulations, external and internal interactions, etc.;
5) infrastructure: engineering communications, mechanization and automation equipment, vehicles and others;
6) information flows: means and methods of transmitting information, documentation, analytical data and others;
7) value stream: components, stages and characteristics of the stream.
5.2 Methods and tools of the visualization method
The organization shall define and apply visualization techniques and tools for all objects where appropriate.
The following methods and tools of the visualization method must be used:
- marking;
- contouring;
- marking;
- color coding;
- information stand.
5.2.1 marking: A method of visual designation that allows you to identify the purpose, location, application and ownership of objects (documents, objects, buildings, territories, etc.).
Marking can be color, letter, symbol, etc.
Color coding is a tool by which objects are highlighted (designated) with color to identify them by purpose, location, application and ownership.
Note - Color coding can be used to control inventory levels. In this case, the stock storage area is divided and painted in different colors based on the level of replenishment, for example:
- there is an urgent need to replenish the stock (red);
- stock needs to be replenished (yellow);
- sufficient supply (green).
5.2.2 contouring: A method of indicating the location of an object, highlighting its outline (silhouette) with a contrasting color.
5.2.3 markup: A method for visualizing objects using signal color coding to improve the efficiency and safety of their use. Markings indicate: the boundaries of work spaces, the location of objects and equipment, transport passages, passages, trajectories and directions of movement of personnel, objects, vehicles, etc.
The organization must determine the signal color coding taking into account GOST R 12.4.026.
5.2.4 color coding: A method of converting information into a specific color or combination of colors (color code) to give a distinctive feature to an object, process, indicators, etc. .
Color coding is used in a variety of visualization tools and techniques from markup to histograms and graphs.
5.2.5 information stand: Board, screen, poster, electronic scoreboard, etc.
The organization must determine the content of information stands. The information boards display:
1) planned and actual information about the state of processes (indicators - quality, quantity, costs, safety, deviations, problems, information about personnel, etc.);
2) display of changes "before and after" ("was - became").
5.3 Information visualization procedure
The organization needs to define a procedure:
1) collection and storage of information;
2) processing and preparing information for posting;
3) posting information;
4) updating (regular updating) of information by the responsible person.
5.3.1 When using a mechanism for collecting and storing information, it is necessary to ensure the collection of historical information (accumulation of information during the period of use of the visualization tool).
5.3.2 To reduce the risk of unreliable information for making informed decisions, it is necessary to develop and apply a procedure for updating information, including:
- frequency of data collection and placement;
- responsibility for accuracy;
- presentation format.
Bibliography
UDC 685.5.011:006.354 | OKS 03.120.10 | ||
Key words: visualization, marking, outlining, marking, color coding, information stand |
|||
Electronic document text
prepared by Kodeks JSC and verified against:
official publication
M.: Standartinform, 2017